



2026-03-14
содержание
Поиск поставщика перфорированного металла в рулонах — на деле задача не простая, как кажется на первый взгляд. Многие сразу лезут в поиск, вбивают запрос и думают, что выбор из первых строк — это и есть решение. Но здесь кроется главная ловушка: далеко не все, кто предлагает ?перфорированные металлические рулоны?, реально имеют на складе то, что вам нужно по специфике. Часто под этим понимают просто лист с дырками, а не именно рулонный формат с определённым шагом, типом перфорации и, что критично, с сохранением плоскостности после намотки. Сразу скажу: если вам нужен именно рулон для последующей резки или непрерывной обработки, то стандартные листы с перфорацией, которые многие заводы штампуют, не подойдут — их поведёт.
В индустрии, когда говорят ?перфорированные металлические рулоны лист?, обычно имеют в виду тонколистовой металл (чаще всего холоднокатаную сталь, оцинковку, иногда алюминий или нержавейку), который сначала перфорируют на специальной линии, а уже потом сматывают в рулон. Ключевое — последовательность операций. Если металл перфорируют уже в рулоне, это одна история, обычно такой способ даёт более стабильную геометрию. Если же рулон сматывают после перфорации листа — тут уже могут быть нюансы с напряжением металла.
Сам видел, как на одном из подмосковных складов пытались продать как раз такой ?послелистовой? рулон. Внешне — нормально, но когда начали разматывать на объекте, пошли волны, края загибаться. Оказалось, перфорировали листы толщиной 0.7 мм, а потом их на обычном гибочном станке в рулон согнали. Для декоративной отделки, может, и прокатит, но для установки в качестве фильтрующего элемента или секции вентиляционного фасада — полный брак. Пришлось материал списывать.
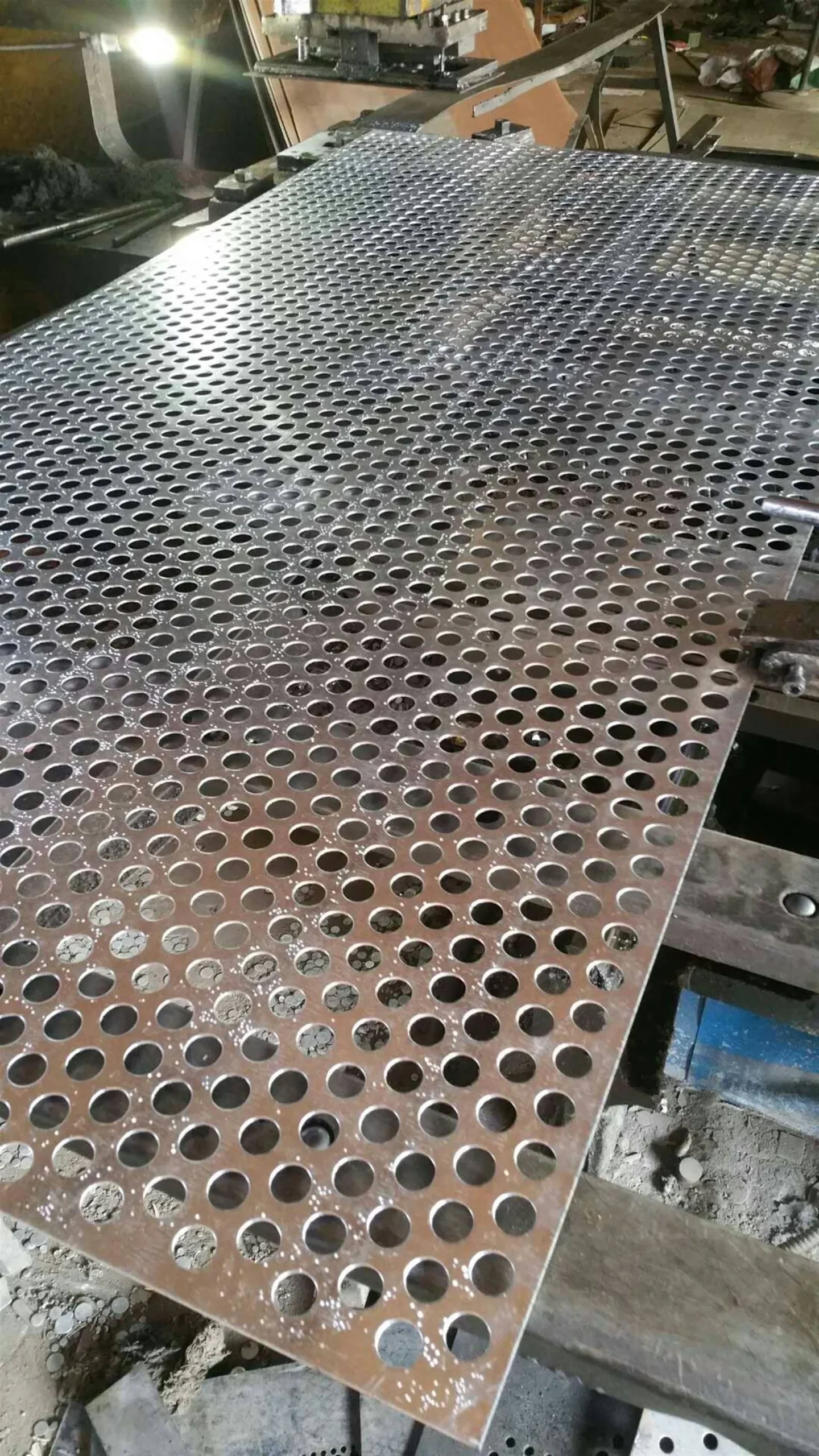
Поэтому первый практический совет: уточняйте у поставщика именно технологию изготовления. Лучше, если у них есть линия продольной перфорации рулонного металла. Это сразу отсекает кустарные цеха. И да, толщина — отдельная тема. Для рулонов чаще идёт диапазон от 0.4 до 1.5 мм, реже до 2 мм. Толще — уже почти нереально сматать без деформации ячеек.
Сейчас основная масса нормальных предложений идёт либо от крупных металлобазов, которые работают с заводами-изготовителями, либо напрямую от производителей. Из личного опыта: выгоднее и надёжнее работать напрямую с заводом, особенно если объём от 5–10 тонн. Но и тут есть подводные камни. Многие российские заводы, которые делают перфорацию, на самом деле закупают готовый рулонный металл и просто его обрабатывают. Это нормально, но важно понимать, откуда исходник. Китайская сталь, например, по химическому составу может плавать, и это скажется на коррозионной стойкости после перфорации, особенно если защитное покрытие тонкое.
Один из проверенных вариантов, который сам использовал в нескольких проектах по вентилируемым фасадам — АО Хэбэй Вэйцзя Металлические Сетки. На их сайте weijia.ru можно найти достаточно детальную информацию именно по перфорированным рулонам. Компания, основанная ещё в 2008 году в уезде Аньпин, провинция Хэбэй — это не просто торговый посредник, а именно технологическое предприятие с полным циклом: от исследований и разработок до производства и послепродажки. Для меня это всегда плюс, потому что есть с кем технические вопросы решать.
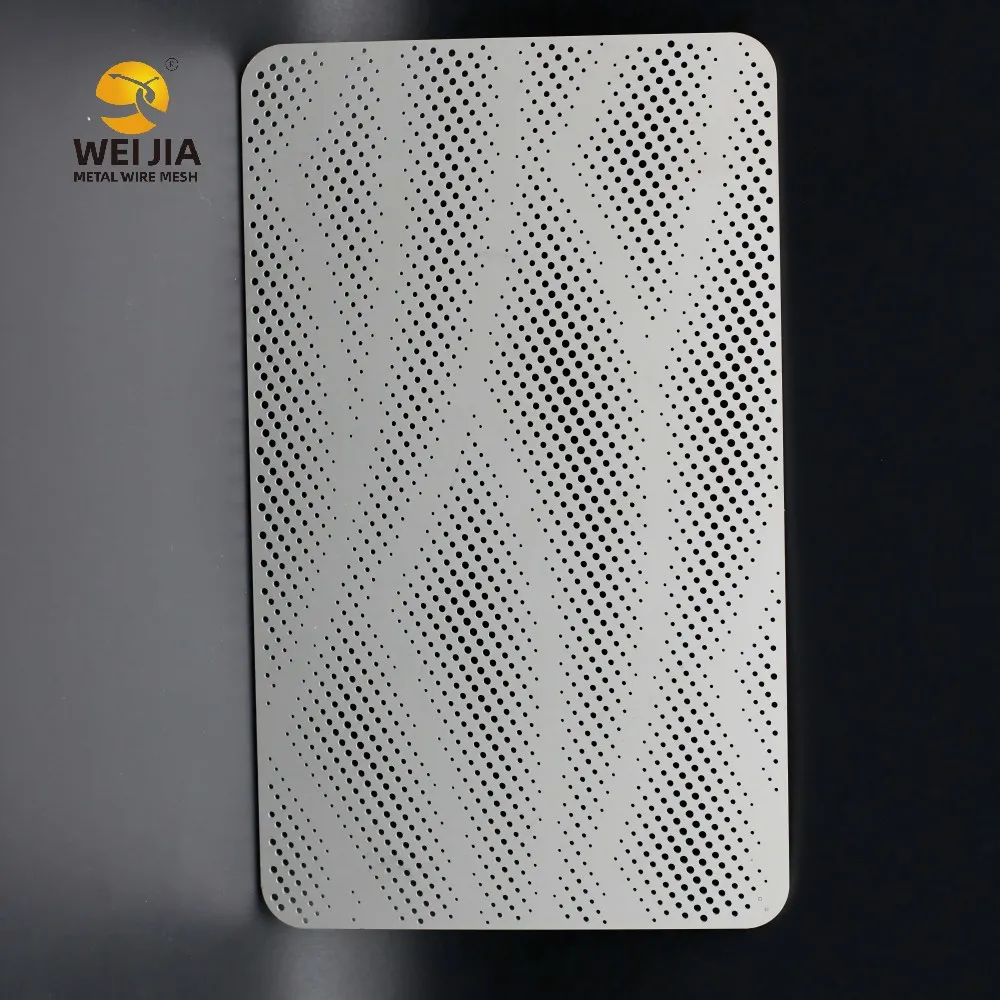
Что конкретно у них хорошо — так это возможность заказать нестандартную перфорацию. Не только круглые отверстия, но и квадратные, шестигранные, даже декоративные узоры. И главное — они сразу указывают, что работают с рулонным исходником, а не с листами. В спецификациях обычно прописывают и шаг перфорации, и процент открытой площади, что критично для расчётов, например, воздушного потока или светопропускания.
Помимо геометрии отверстий и толщины, есть несколько чисто практических моментов. Первый — это кромка рулона. Она должна быть ровной, без заусенцев, особенно если материал потом будет резаться автоматически. Второе — внутренний диаметр гильзы. Стандартно это где-то 508 мм (20 дюймов), но под некоторые разматывающие механизмы нужно 600 или даже 760 мм. Лучше уточнять сразу, чтобы потом не пришлось перематывать.
Ещё один нюанс — упаковка. Рулоны должны быть упакованы в прочную плёнку и, желательно, с торцевыми защитными дисками. Помню историю, когда из-за плохой упаковки при перевозке морским контейнером несколько рулонов отсырели, и на оцинкованной поверхности пошла белая коррозия. Поставщик, естественно, вину с себя снял — мол, условия транспортировки не соблюли. С тех пор всегда отдельным пунктом в ТЗ прописываю требования к упаковке.
И конечно, наличие сертификатов. Не только на механические свойства, но и на покрытие (если оно есть). Для наружного применения, скажем, перфорированный рулон с порошковой окраской должен иметь подтверждение устойчивости к УФ-излучению. Без этого краска выцветет за сезон.
Ценообразование на перфорированные металлические рулоны — история нелинейная. Сама сталь — это одна статья расхода, работа по перфорации — другая, причём часто более весомая. Стоимость перфорации сильно зависит от сложности рисунка и процента открытой площади. Чем больше металла ?уходит в дырки?, тем, как ни странно, может быть дороже — потому что выше износ инструмента (пуансонов).
При работе с китайскими поставщиками, такими как АО Хэбэй Вэйцзя Металлические Сетки, важно чётко понимать условия поставки. FOB, CFR или DAP — разница в ответственности и конечной цене может быть существенной. Их сайт weijia.ru обычно содержит контакты менеджеров, которые могут просчитать доставку до вашего склада. Из практики: для пробной партии иногда выгоднее использовать сборные контейнеры, но для крупных объёмов, конечно, отдельный контейнер.
Сроки. Изготовление нестандартной перфорации — это минимум 25–30 рабочих дней плюс логистика. Если нужно быстрее, спрашивайте о наличии стандартных позиций на складе. У того же Вэйцзя, судя по опыту, обычно в наличии есть рулоны с круглой перфорацией диаметром 2–10 мм и толщиной 0.5–1.0 мм.
Был у меня проект, где нужно было около 3 км перфорированного рулона из нержавейки AISI 304 для пищевого производства. Сэкономили, нашли поставщика подешевле через знакомых. В итоге пришёл материал, где в паспорте была заявлена 304, а на деле, как позже выяснилось в лаборатории, химический состав был на грани 201-й. После первых же мойок высоконапорными аппаратами пошла точечная коррозия. Пришлось всё демонтировать и заказывать заново, уже у проверенного поставщика с полным пакетом документов и возможностью провести входной контроль. С тех пор для критичных применений работаю только с теми, кто предоставляет не только сертификаты, но и допускает выборочные испытания до отгрузки.
Отсюда вывод: где купить — это не только про географию или ценник. Это про репутацию поставщика, его готовность делиться деталями производства и техподдержку. Часто именно возможность быстро получить консультацию по особенностям материала (скажем, как поведёт себя рулон при низких температурах) оказывается важнее небольшой разницы в цене за тонну.
В целом, рынок перфорированных металлических рулонов в России и СНГ постепенно насыщается предложениями. Но качество по-прежнему сильно разнится. Мой совет — начинайте диалог с техническим специалистом, а не только с менеджером по продажам. Задавайте вопросы про оборудование, про контроль качества на выходе, про типовые проблемы с тем или иным типом перфорации. Ответы (или их отсутствие) сразу многое прояснят.