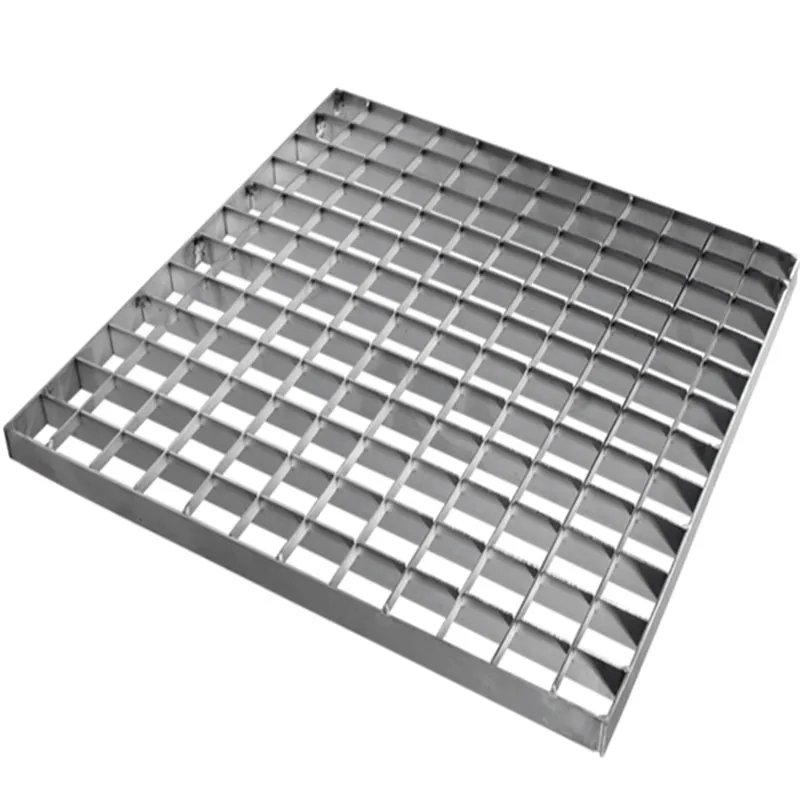
Когда заходит речь о стальных решетчатых дорожках, многие сразу представляют себе стандартные ячеистые листы, но на практике всё сложнее. В нашей работе часто сталкиваемся с тем, что заказчики недооценивают важность правильного подбора параметров - от толщины металла до типа перфорации.
Самая распространенная ошибка - экономия на толщине металла. Видел объекты, где через полгода решетка деформировалась под нагрузкой, которую изначально должна была выдерживать. Особенно критично для промышленных объектов, где техника проходит регулярно.
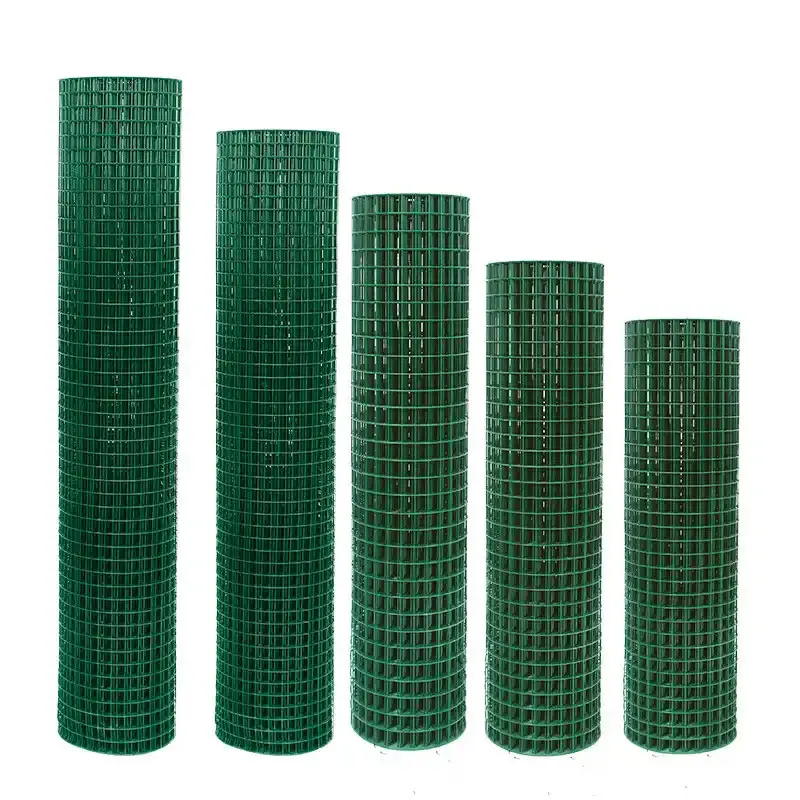
Еще момент - антикоррозийное покрытие. Оцинковка горячим способом против полимерного покрытия - вечная дилемма. Для химических производств, например, полимерное лучше, но стоимость выше. А вот для пищевой промышленности вообще свои требования.
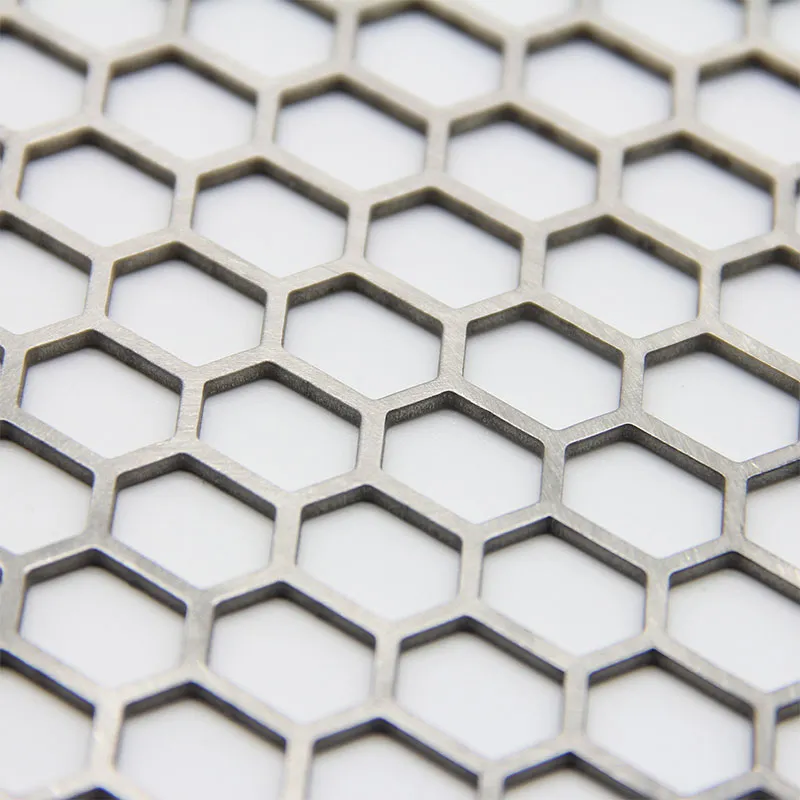
Кстати, о размерах ячеек. Многие не учитывают требования безопасности к размеру ячейки в зависимости от назначения объекта. Помню случай на текстильной фабрике - поставили решетку с крупными ячейками, потом постоянно проблемы с застреванием каблуков у персонала.
Если говорить о производственном процессе, то здесь важно всё - от качества исходной стали до точности сварки. На нашем производстве в Аньпине используем автоматизированную линию резки и сварки, но и это не гарантия идеального результата без контроля на каждом этапе.
Термическая обработка после сварки - тот этап, который многие производители пытаются упростить, а зря. Без правильного отпуска в структуре металла остаются напряжения, которые потом вылезают боком при эксплуатации.
Контроль качества сварных швов - отдельная история. Даже при автоматической сварке бывают непровары, которые не всегда видны невооруженным глазом. Поэтому у нас на предприятии внедрили ультразвуковой контроль выборочно, хотя это и удорожает процесс.
С монтажом стальных решетчатых дорожек связано больше всего проблем на объектах. Неправильная установка креплений, отсутствие температурных зазоров - типичные ошибки. Особенно сложно бывает с большими пролетами, где нужны дополнительные опоры.
Выравнивание поверхности - кажется мелочью, но на практике критически важно. Видел, как из-за перекосов в 2-3 миллиметра вся конструкция начинала 'играть' под нагрузкой. Приходилось переделывать полностью.
Крепеж - отдельная тема. Для разных оснований (бетон, металл, дерево) нужны разные решения. И да, экономить на крепеже точно не стоит - лучше взять с запасом прочности.
На одном из химических заводов в прошлом году ставили решетчатые настилы в цеху с агрессивной средой. Пришлось использовать нержавеющую сталь марки 316L с дополнительным полимерным покрытием. Дорого, но альтернатив не было - обычная оцинковка не выдержала бы и года.
А вот на строительстве торгового центра была обратная ситуация - заказчик требовал максимальную экономию. В итоге подобрали оптимальный вариант по толщине и типу ячейки, который соответствовал нагрузкам, но без избыточного запаса прочности.
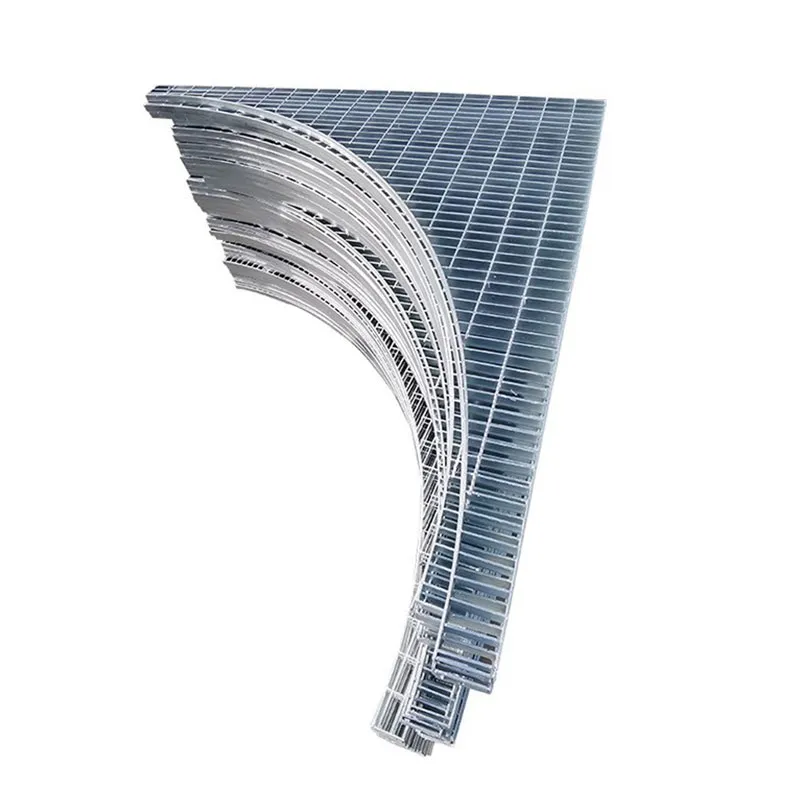
Интересный опыт был с реконструкцией старого цеха, где нужно было вписаться в существующие конструкции. Пришлось делать индивидуальные размеры практически для каждого элемента, включая сложные вырезы под колонны.
Сейчас вижу тенденцию к использованию композитных материалов, но полностью стальные решетки они не заменят. Преимущества стали - в ремонтопригодности и возможности локального восстановления поврежденных участков.
Автоматизация проектирования - это то, что реально упрощает жизнь. Мы в АО Хэбэй Вэйцзя Металлические Сетки внедрили систему автоматического расчета нагрузок, что позволяет точнее подбирать параметры для каждого конкретного случая.
Что касается новых разработок, то экспериментируем с антискользящими покрытиями. Особенно актуально для пищевой промышленности и объектов с повышенной влажностью. Но пока идеального решения нет - либо дорого, либо недолговечно.
Послепродажное обслуживание - та область, где многие производители экономят, а зря. В нашей компании с 2008 года действует система оперативного реагирования на рекламации. Это не только репутация, но и возможность собирать статистику по реальным проблемам.
Консультации по монтажу - казалось бы, мелочь, но на практике предотвращает массу проблем. Стараемся всегда выезжать на сложные объекты, чтобы оценить условия монтажа на месте.
Гарантийные обязательства - тема щепетильная. Всегда четко оговариваем условия, при которых гарантия сохраняется. Особенно это касается случаев, когда монтаж выполняет сторонняя организация.
Себестоимость производства сильно зависит от объемов и сложности. Мелкие партии всегда дороже, но иногда приходится идти навстречу заказчикам, особенно по государственным тендерам.
Логистика - еще один важный фактор. Доставка в отдаленные регионы может увеличить конечную стоимость на 20-30%, что не всегда очевидно для заказчика при первоначальном расчете.
Сроки производства - обычно от 10 рабочих дней, но бывают срочные заказы. В таких случаях приходится перестраивать производственный процесс, что не всегда оптимально с экономической точки зрения.