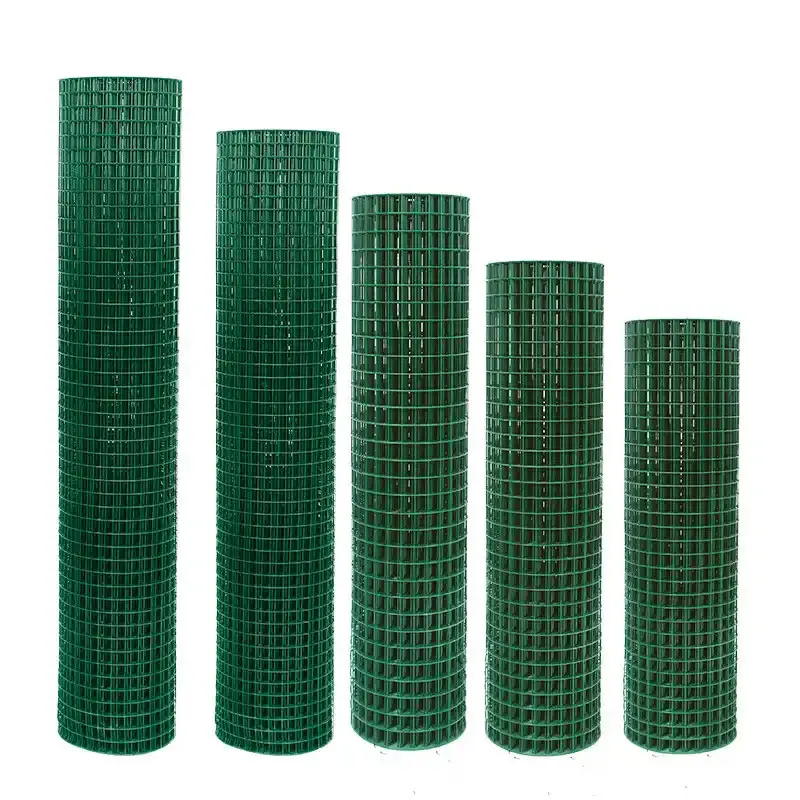
Когда говорят про сварные стальные решетки, многие сразу представляют себе стандартные квадратные ячейки, но на практике вариаций куда больше – тут и ромбовидные схемы, и комбинированные варианты под специфические нагрузки. Часто заказчики не до конца понимают, как тип сварки влияет на коррозионную стойкость, особенно когда речь идет о наружных объектах с агрессивной средой.
В нашем цехе долгое время экспериментировали с разными марками проволоки для сварной стальной решетки. Помню, как в 2015-м попробовали электроды с повышенным содержанием марганца – вроде бы логично для прочности, но на деле такие соединения вели себя непредсказуемо при вибрационных нагрузках. Пришлось отказаться, хотя теоретически все выглядело убедительно.
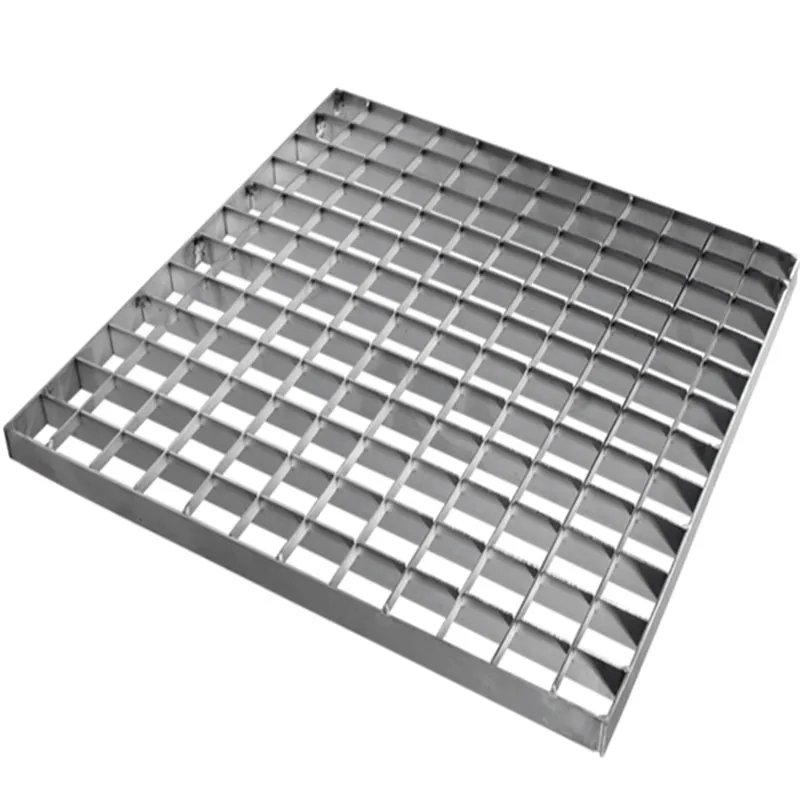
Сейчас для ответственных объектов используем контактную сварку с подогревом зоны соединения. Это дороже, но зато исключает внутренние напряжения в узлах. Кстати, именно такой подход применяет АО Хэбэй Вэйцзя Металлические Сетки в своих сериях промышленных решеток – проверяли их образцы в лаборатории, качество сварных точек практически идеальное.
Важный момент, который часто упускают – калибровка станков после каждых 20-30 тонн продукции. Если пропустить этот этап, начинает 'плыть' шаг ячеек, пусть и на миллиметры, но для некоторых монтажных систем это критично.
Был у нас проект в порту Восточный – там за полгода обычная оцинковка на сварной решетке покрывалась белой ржавчиной. Пришлось экстренно переходить на горячее цинкование с предварительным травлением. Интересно, что на сайте weijia.ru подробно расписан как раз их метод двухслойной антикоррозионной обработки – жаль, тогда не обратили внимания на эти технические заметки.
В химических производствах вообще отдельная история – там даже нержавеющие марки стали иногда не выдерживают. Приходится подбирать сплавы с добавлением молибдена, хотя это удорожает конструкцию в 2-3 раза. Но альтернативы нет, проверено на объекте в Усолье-Сибирском.
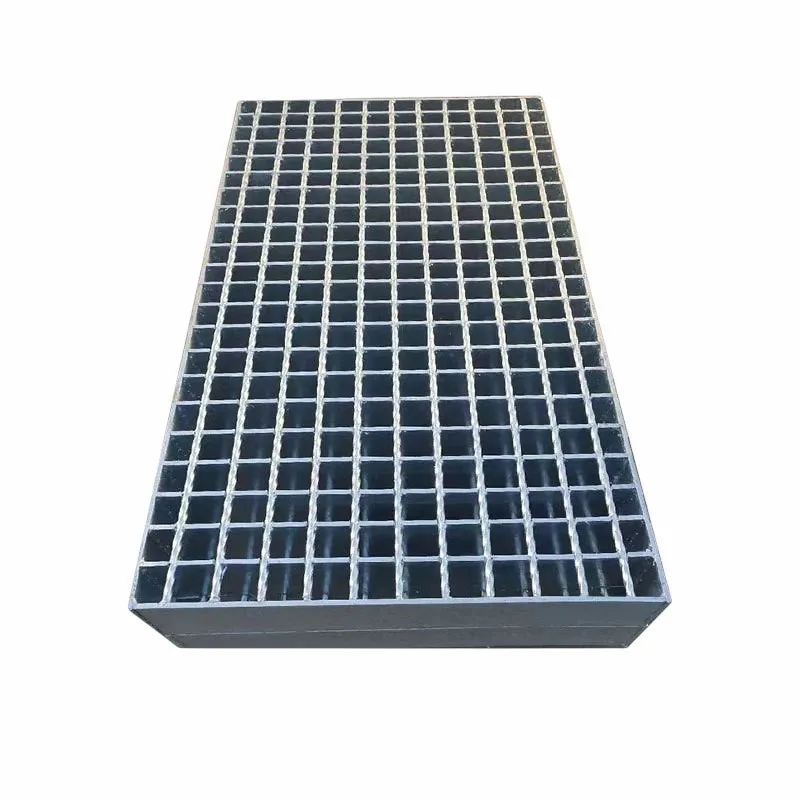
Сейчас многие пытаются экономить на пассивации швов после сварки. Кажется, мелочь, но именно в этих местах чаще всего начинается точечная коррозия. Мы для критичных объектов всегда делаем дополнительную обработку кислотными составами, даже если заказчик не требует в техзадании.
При монтаже длинных пролетов часто забывают про температурные зазоры. Как-то в Красноярске смонтировали 12-метровую секцию в жаркий день – к зиме решетка буквально вырвала крепления из бетона. Теперь всегда оставляем 3-5 мм на погонный метр, зависит от климатического региона.
Еще одна частая проблема – несовпадение отверстий под крепеж. Даже при идеальной геометрии самой сварной стальной решетки бывают расхождения по осям. Мы стали применять лазерную разметку прямо на объекте, хотя изначально считали это излишеством.
Для многоуровневых конструкций важно учитывать разнонаправленность несущих полос. Если на нижнем ярусе они идут вдоль движения, то на верхнем лучше поперек – так распределение нагрузки получается более равномерным. Это кстати отлично видно в каталогах АО Хэбэй Вэйцзя Металлические Сетки, где для разных типов решеток четко прописана ориентация несущих элементов.
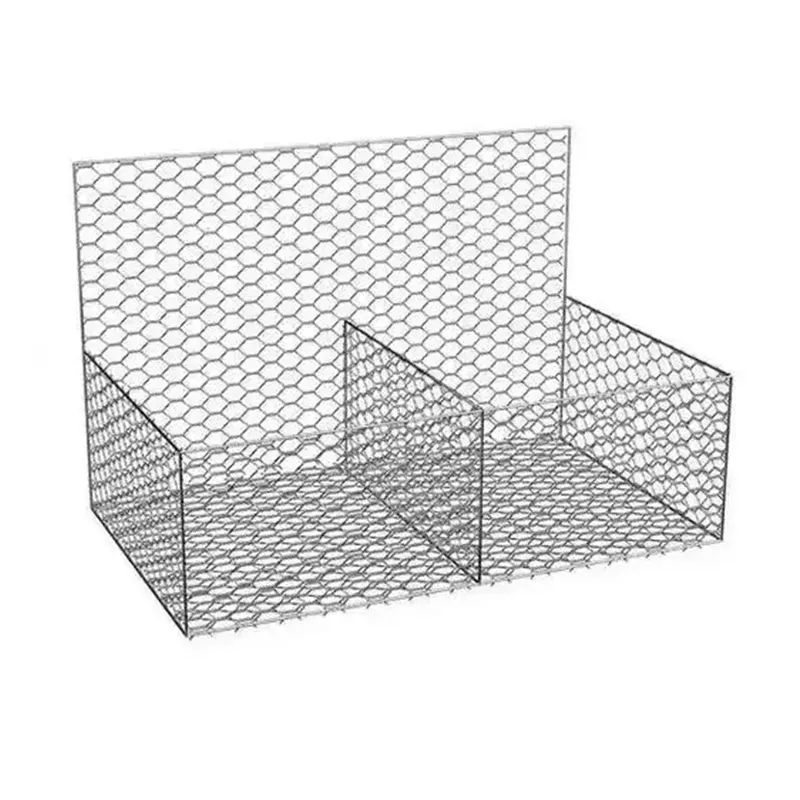
В прошлом году делали решетки для птицефабрики – оказалось, стандартная сетка травмоопасна для куриных лап. Пришлось разрабатывать особую конфигурацию с закругленными краями ячеек и уменьшенным шагом. Производственники из Хэбэя подсказали хорошее решение с двойным изгибом проволоки в узлах.
Для объектов с вибрацией (насосные станции, компрессорные) мы теперь всегда добавляем диагональные распорки в конструкцию сварной решетки. Это немного увеличивает металлоемкость, зато исключает 'игру' панелей при резонансных частотах. Проверяли на тестовом стенде – без распорок усталостные трещины появляются уже через 3-4 месяца.
Интересный опыт получили при работе с объектами культурного наследия. Там требовались решетки, визуально соответствующие историческому периоду, но с современными прочностными характеристиками. Компания из Аньпина как раз предлагает такие кастомные решения с декоративной ковкой – жаль, в России этот сегмент пока слабо развит.
Себестоимость сильно зависит от объемов партии. Разница между разовой поставкой и годовым контрактом может достигать 40%, особенно если речь о специализированных марках стали. Мы обычно советуем клиентам закладывать запас на будущие нужды – это выгоднее, чем потом докупать мелкие партии.
Логистика из Китая сейчас сильно изменилась. Раньше везли морем через Владивосток, сейчас часто используем железнодорожные контейнеры – хоть и дороже, но надежнее по срокам. Кстати, АО Хэбэй Вэйцзя Металлические Сетки как раз предлагают гибкие условия отгрузки со своего завода в провинции Хэбэй, что для региональных поставщиков очень удобно.
При расчете нагрузок многие до сих пор используют советские нормативы, хотя современные стандарты позволяют более точно рассчитывать параметры. Мы перешли на Eurocode – сначала были сложности с адаптацией, но теперь видим, что экономим до 15% металла без потери прочности.