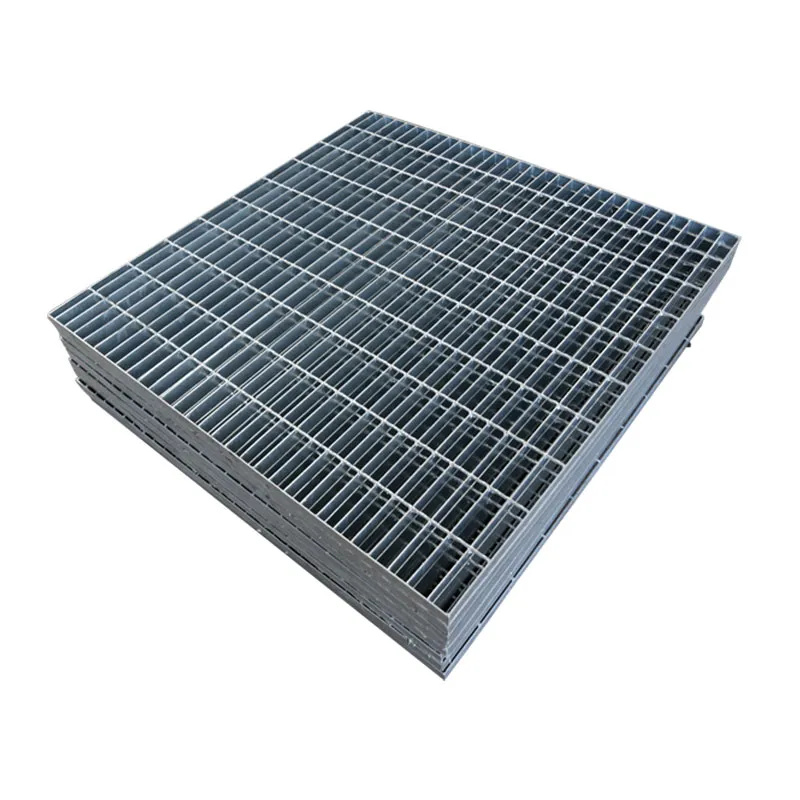
Когда говорят про решетки для пола окрасочных камер, многие сразу думают о дешевых штампованных вариантах — и это главная ошибка. На деле основной покупатель ищет не просто железку с дырками, а систему, которая десятилетиями выдержит химические бои в условиях постоянной влажности, нагрузки тележек с кузовами и перепадов температур. Вот где начинается реальный отсев поставщиков.
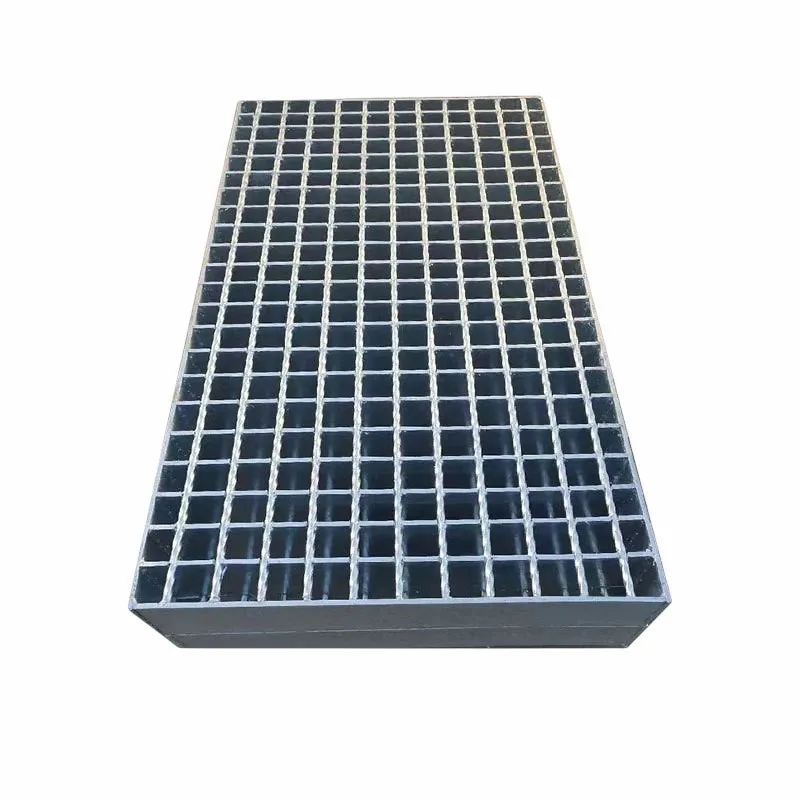
Основной заказчик — не мелкие СТО, а крупные промышленные окрасочно-сушильные комплексы. Автозаводы, производители строительной техники, авиационные ангары. У них требования к материалу специфические: низкоуглеродистая сталь 08ПС вместо прутка Ст3, потому что цинкование после сварки не должно давать трещин. Толщина полосы от 4 мм, иначе прогиб под весом рамы грузовика уже через полгода гарантирован.
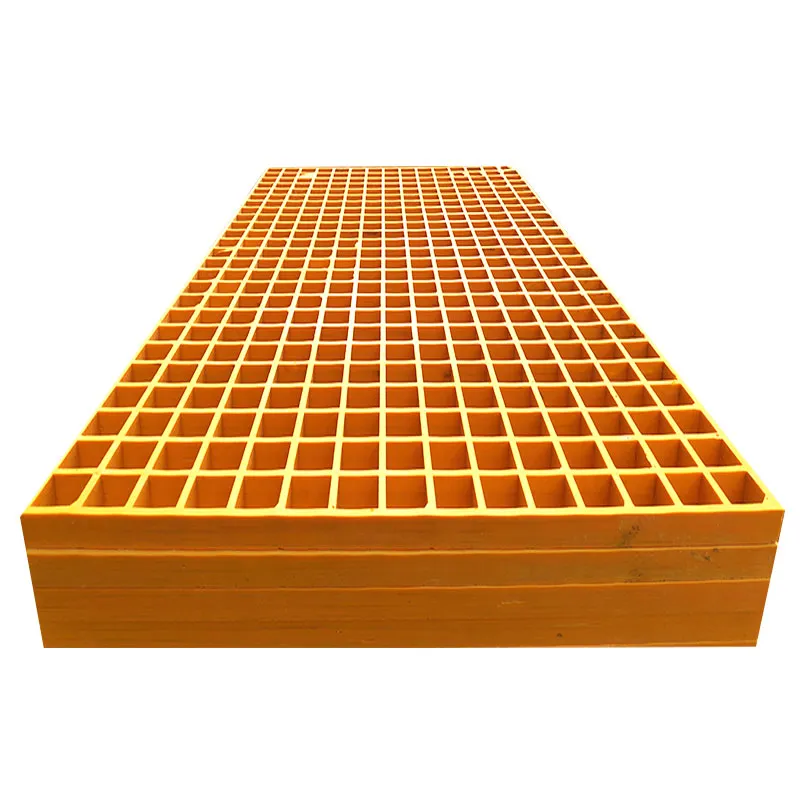
Мы в АО Хэбэй Вэйцзя Металлические Сетки с 2008 года набили шишек на заказах, где клиенты изначально экономили на раскрое. Один уральский автозавод пробовал ставить решетки с ячейкой 50×200 мм — через месяц краска забила 70% площади проходов, пришлось демонтировать всю линию. Теперь их ТЗ включает только ромбовидные ячейки 40×80 мм с усиленными перемычками.
Ключевой момент — несущая способность рассчитывается не по таблицам, а с запасом на 'нештатные ситуации'. Видел, как на Челябинском тракторном заводе тележка с двигателем весом 2 тонны переезжала с отклонением от направляющих — если бы решетка была сварена встык, швы бы разошлись. Мы перешли на двойной провар в точках пересечения после этого случая.
Основные заказы идут из регионов с развитым машиностроением: Татарстан, Свердловская область, Калининград. Но самый сложный проект был для завода в Находке — морской воздух диктовал нержавеющую сталь AISI 304, хотя изначально обсуждали оцинковку. Пришлось пересчитывать крепления из-за разницы в нагрузках.
Летом 2022 года сорвались поставки в Казань из-за неправильного хранения на промежуточном складе. Решетки сложили под открытым небом на деревянные поддоны — в результате конденсат под прокладками вызвал точечную коррозию. Теперь в контракты включаем пункт о соблюдении складских норм на всем пути.
Интересно, что покупатели с Дальнего Востока часто заказывают решетки с перфорацией вдоль края — не по ГОСТу, но так проще менять секции без остановки конвейера. Пришлось дорабатывать штампы на производстве в уезде Аньпин.
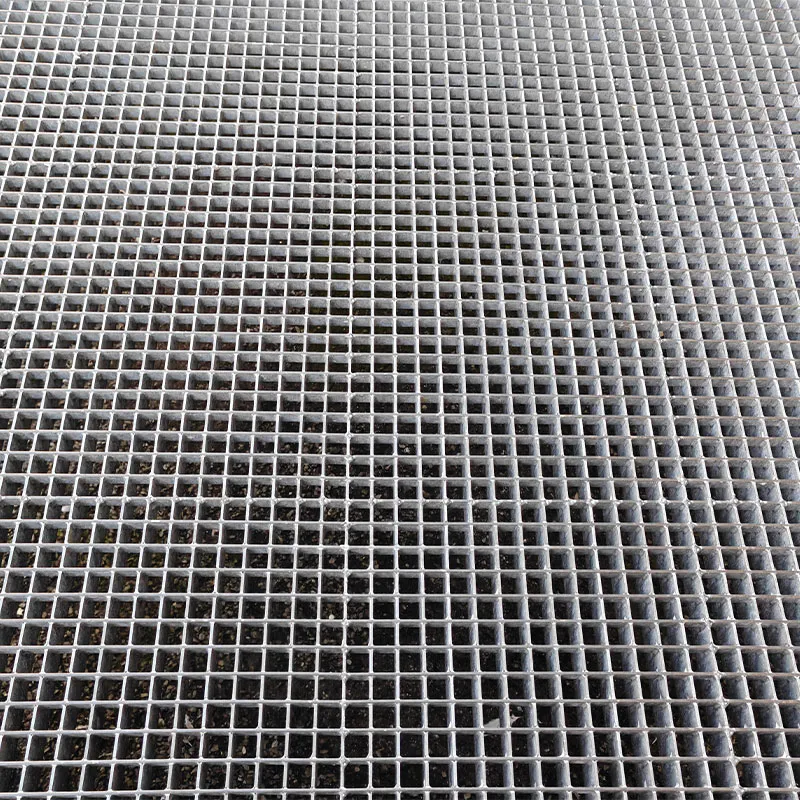
Главный параметр, который часто упускают — не размер ячейки, а коэффициент живого сечения. Для окрасочных камер с водяными завесами нужно минимум 65%, иначе каплеуловитель не справляется. Мы проверяем это на стенде с имитацией тумана масляной краски.
Сварные соединения — отдельная тема. Контактная сварка дает чистую поверхность, но требует идеальной подготовки кромок. Для рифленых решеток приходится использовать аргонодуговую — дороже, но исключает брызги металла, которые мешают дренажу.
Антикоррозионное покрытие — вот где большинство поставщиков экономят. Горячее цинкование должно быть не менее 85 мкм, но некоторые пытаются наносить 40-50 мкм с последующей покраской. В условиях постоянного контакта с растворителями такое покрытие отслаивается за полгода. Мы после цинкования делаем фосфатирование — дополнительная защита от эмалей на кислотной основе.
Самая частая проблема — неправильная установка опорных лап. Если шаг превышает 1.2 метра, даже самая прочная решетка со временем дает 'эффект трамплина'. Приходилось переделывать монтаж на заводе в Набережных Челнах — там рабочие увеличили шаг до 1.5 м для 'ускорения работ'.
Крепеж — отдельная головная боль. Нержавеющие болты должны быть с нейлоновыми вставками, иначе вибрация от вентиляционных установок раскручивает соединения. Убедились на примере цеха покраски вагонов в Новосибирске.
Тепловое расширение — бич для протяженных линий. При длине секции более 3 метров обязательно оставлять зазор 5-8 мм. Один подмосковный завод проигнорировал это требование — зимой решетки выгнулись 'домиком' из-за разницы температур между полом и потолком камеры.
Раньше главным был ценник, сейчас — срок службы. Если в 2010-х брали решетки с расчетом на 5 лет, то сейчас требуют гарантию 12 лет с обязательной диагностикой каждые 3 года. Это заставило нас пересмотреть контроль сварных швов — внедрили ультразвуковой метод вместо визуального.
Экология диктует новые стандарты. С 2020 года популярны решетки с канавками для сбора стоков — особенно для камер с порошковой окраской. Пришлось разрабатывать спецпрофиль с П-образными желобами.
Сейчас тестируем комбинированные варианты — несущая часть из черного металла, а накладные элементы из алюминия для зон с агрессивными растворителями. Первые испытания на заводе в Тольятти показали увеличение межремонтного периода в 1.8 раза.
Не потому что дешево — наши цены выше среднерыночных на 15-20%. Но когда считают полную стоимость владения, выходит экономия. Пример: решетки, поставленные в 2015 году на завод КАМАЗ, до сих пор в работе без замены. Только плановая замена крепежа раз в 4 года.
На сайте https://www.weijia.ru не зря вынесены кейсы по модернизации существующих систем. Часто к нам обращаются, когда нужно адаптировать старые окрасочные камеры под новые нормативы по вентиляции — здесь помогает опыт с нестандартными размерами.
Главное — отказ от шаблонных решений. Каждый проект сопровождает инженер с производственным стажем, который лично проверяет условия эксплуатации. Последний пример — для цеха покраски морских контейнеров во Владивостоке разработали решетки с асимметричным профилем, чтобы компенсировать постоянную нагрузку от погрузчиков.