Когда речь заходит о решетках пола окрасочной камеры, многие почему-то думают, что это просто металлический настил. На деле же — это функциональный элемент, от которого зависит равномерность просушки, безопасность оператора и долговечность всей системы. Заметил, что даже опытные мастера иногда экономят на решетках, а потом мучаются с подтеками краски или коррозией.
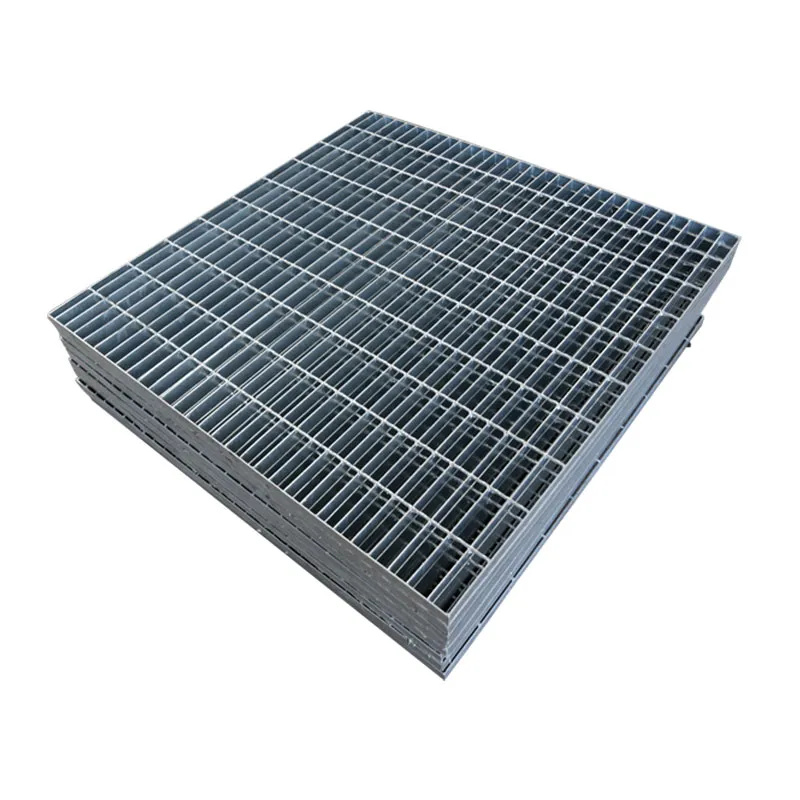
В наших проектах чаще всего используем сварные решетки из низкоуглеродистой стали — проверенный вариант для умеренных нагрузок. Хотя в последнее время присматриваемся к композитным материалам, особенно для химически агрессивных сред. Помню, на одном из объектов в Подмосковье пришлось экстренно менять решетки после того, как технологи перешли на новый тип грунтовки с высоким содержанием растворителей.
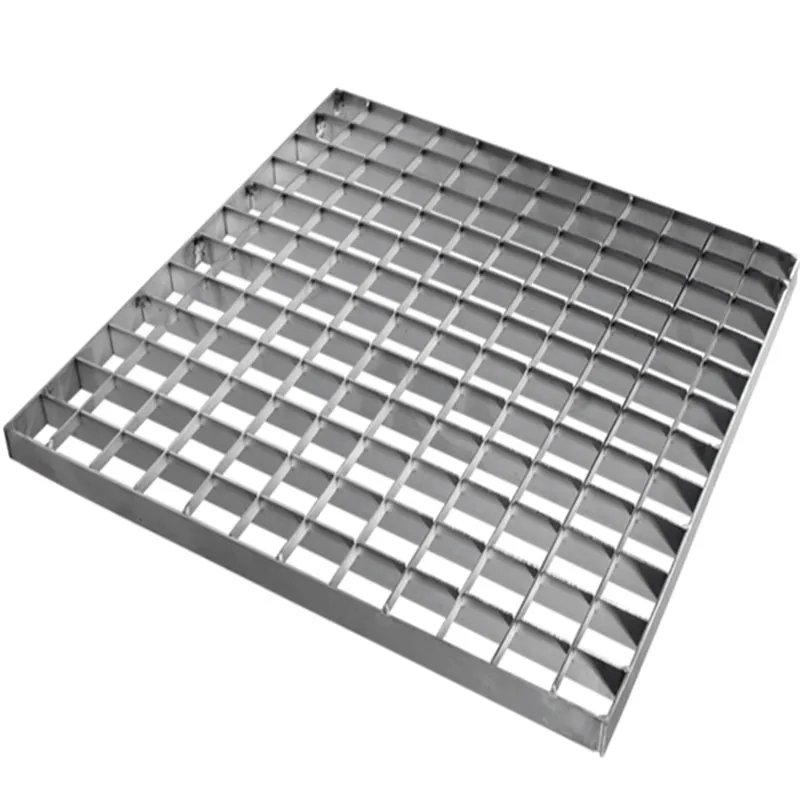
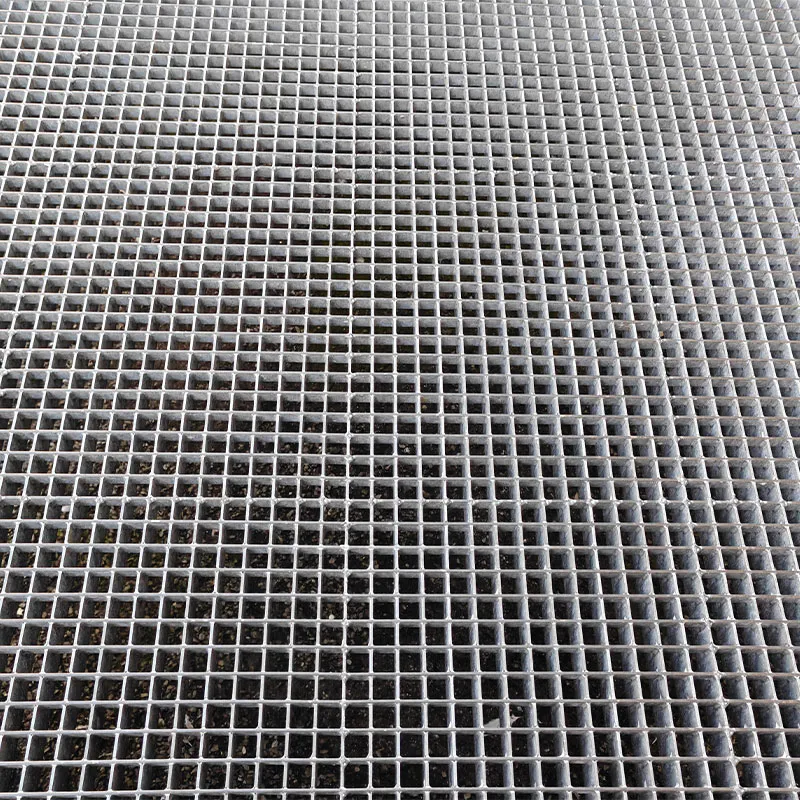
Шаг прутьев — отдельная история. Слишком частый шаг увеличивает стоимость и вес, редкий — приводит к падению инструмента. Оптимальным считаем 30×30 мм, но для мелких деталей иногда сужаем до 15×15. Кстати, у китайских аналогов часто встречается нестабильность размеров ячеек — брали партию для теста, пришлось переделывать крепления.
Высота профиля — тот параметр, который многие недооценивают. Для стандартных камер достаточно 25-30 мм, но если планируется интенсивный пролив ЛКМ, лучше брать 40 мм с дополнительными ребрами жесткости. Как-то раз видел, как на производстве в Серпухове просели решетки под весом двух операторов — оказалось, производитель сэкономил на толщине металла.
Цинкование — классика, но не панацея. При постоянном контакте с химикатами цинковое покрытие держится максимум 2-3 года. Для продления срока службы сейчас тестируем комбинированное покрытие: фосфатирование + эпоксидная грунтовка. Результаты пока обнадеживающие — на тестовом образце от АО Хэбэй Вэйцзя Металлические Сетки после 12 месяцев эксплуатации лишь незначительные потертости в зонах максимальной нагрузки.
Полимерные покрытия — интересная альтернатива, но есть нюансы с адгезией. Важно не только качество самого полимера, но и подготовка поверхности. На своем опыте убедился, что даже дорогое покрытие отслаивается, если перед нанесением не удалены окалина и следы смазки.
Термическая устойчивость — часто упускаемый момент. Стандартные полимеры выдерживают до 120°C, но в зонах near инфракрасных сушилок температура может достигать 200°C. Для таких случаев рассматриваем нержавеющую сталь AISI 430 — дороже, но надежнее.
Система креплений — головная боль многих монтажников. Наиболее практичной показала конструкция с болтовым соединением через каждые 600 мм. Сварные соединения, конечно, дешевле, но при ремонте возникают проблемы. Один раз наблюдал, как при замене решетки пришлось вырезать целую секцию вместе с несущими балками.
Зазоры между решеткой и стенками камеры — критически важный момент. Слишком большие зазоры приводят к потерям тепла, слишком маленькие — к деформациям при тепловом расширении. Оптимальным считаем 5-7 мм с компенсационными прокладками из стекловолокна.
Чистка — регулярная необходимость. Рекомендую механическую чистку щетками из нержавеющей стали раз в смену, с полной разборкой и промывкой раз в месяц. Химические растворители лучше использовать ограниченно — они разрушают защитные покрытия.
Динамические нагрузки — то, что часто не учитывают в проектах. Стандартные расчеты идут от статической нагрузки 300-400 кг/м2, но при падении тяжелого инструмента или запчастей возникают ударные нагрузки до 800 кг/м2. Для таких случаев увеличиваем толщину прутка до 6-8 мм.
Коррозионный запас — обязательный параметр. Даже при качественном цинковании ежегодная потеря металла составляет 0,1-0,3 мм. Поэтому для долговечных конструкций берем толщину на 1-1,5 мм больше расчетной. На сайте weijia.ru видел интересные таблицы по коррозионной стойкости разных марок стали — пригодилось для обоснования заказчику выбора материала.
Температурные деформации — особенно актуально для камер с ИК-сушкой. При перепадах 20°C→180°C решетка длиной 2 метра удлиняется на 3-4 мм. Если не предусмотреть компенсаторы, возникают напряжения в точках крепления.
Автобусный завод в Нижнем Новгороде — там использовали решетки с ячейкой 50×50 мм. В результате мелкий инструмент постоянно проваливался в подпольное пространство. Пришлось перестилать решетки с меньшим шагом, дополнительно усиливать несущие балки. Урок: всегда учитывайте размер типовых предметов в рабочей зоне.
Мебельная фабрика в Краснодаре — интересный опыт с комбинированными решетками. В зоне грунтовки использовали оцинкованную сталь, в зоне покраски — нержавейку. Экономия составила около 40% без потери качества. Правда, пришлось повозиться со стыковкой разных материалов.
Последний проект для авиационного завода — специальные решетки с перфорированными секциями для отвода избыточного давления. Конструкцию разрабатывали совместно с инженерами АО Хэбэй Вэйцзя Металлические Сетки — получилось удачное техническое решение, которое теперь используем в других проектах.
Срок службы versus стоимость — вечная дилемма. Дешевые решетки за 1500 руб/м2 служат 2-3 года, качественные от 3000 руб/м2 — 7-10 лет. Но если считать полную стоимость владения с учетом замены и простоя, премиум-сегмент часто выгоднее.
Локализация производства — важный фактор. С 2018 года заметно улучшилось качество российских аналогов, хотя по некоторым параметрам (точность размеров, качество покрытия) китайские производители пока впереди. Компания из уезда Аньпин, например, стабильно поставляет продукцию с отклонениями не более ±0,5 мм.
Оптимизация расходов — не всегда через удешевление материалов. Иногда эффективнее увеличить межремонтный интервал за счет более качественной защиты. На одном из заводов в Татарстане после перехода на решетки с комбинированным покрытием межсервисный интервал увеличился с 6 до 18 месяцев.