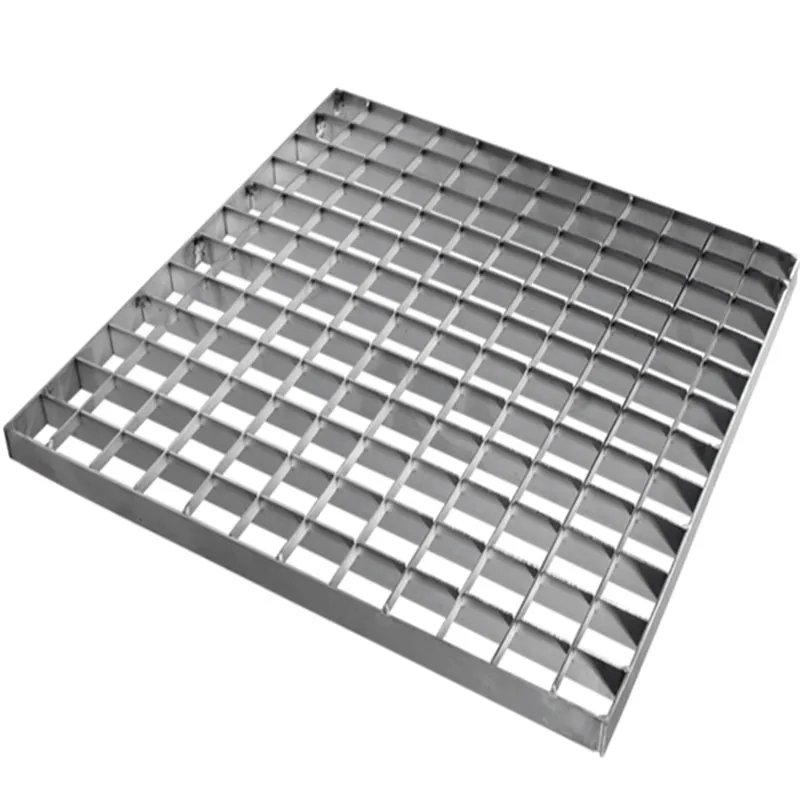




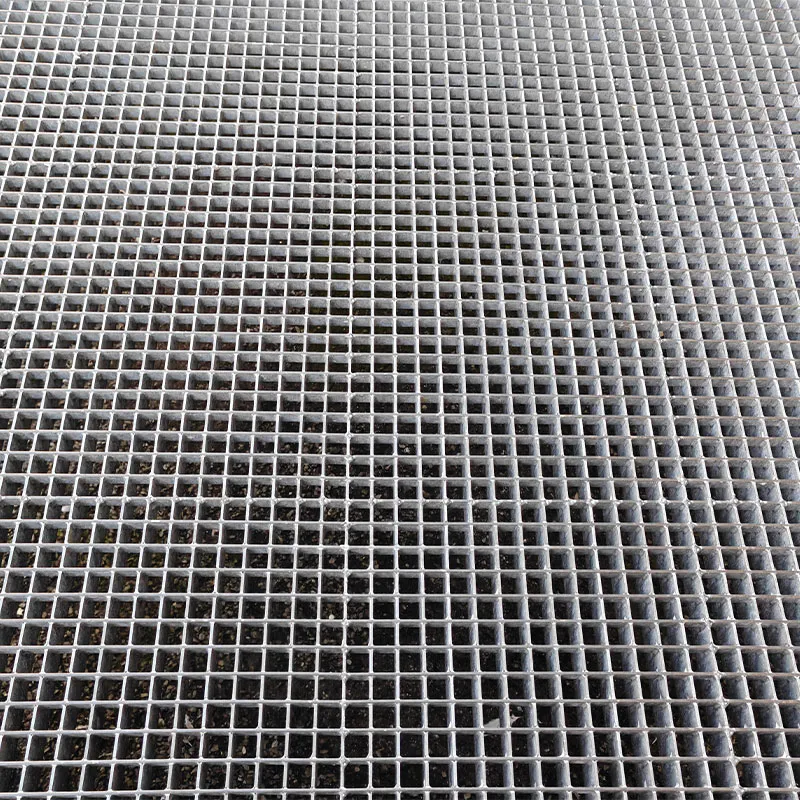
Классификация решеток из нержавеющей стали: плоские, зубчатые и I-образные, с более чем 200 спецификациями и разновидностями (обработка поверхности может варьироваться в зависимости от конкретных условий эксплуатации). Обычно используются материалы стандарта GB 304, 304L и 201, а также 306 и 306L, которые могут быть выбраны в соответствии с требованиями заказчика.
★★★★★
Узнайте больше о немагнитные и изолирующие
√ Серия надежных стальных решеток Аньпин.
√ Быстрая отгрузка с склада немедленно
√ Отслеживание обновлений заказа и статуса доставки
Классификация решеток из нержавеющей стали: плоские, зубчатые и I-образные, с более чем 200 спецификациями и разновидностями (обработка поверхности может варьироваться в зависимости от конкретных условий эксплуатации).
Обычно используются материалы стандарта GB 304, 304L и 201, а также 306 и 306L, которые могут быть выбраны в соответствии с требованиями заказчика.
")
")
")
Для производства стальных решеток используется крупногабаритное механическое оборудование для сварки под давлением. Плоские стержни и скрученные квадратные стержни располагаются в виде сетки с заданным шагом. Компьютерно-управляемый пресс для сварки под высоким давлением вдавливает скрученные квадратные стержни в плоские стержни, создавая высококачественные стальные решетки с прочными сварными соединениями, ровной поверхностью и исключительной прочностью.
Процесс производства состоит из следующих этапов: ① Подготовка сырья ② Сварка решетки ③ Резка ④ Сварка торцевых пластин (обрезка кромок) ⑤ Горячее цинкование, упаковка и транспортировка.

Методы установки:
Доступны два подхода: сварка или установка зажимов. Сварка подходит для постоянных, несъемных применений, таких как платформы вокруг оборудования. Зажимы сохраняют цинковое покрытие и облегчают демонтаж.
Зажимы совместимы со всеми сериями стальных решеток и состоят из верхних и нижних зажимов с болтами с шестигранной цилиндрической головкой M8 или M10.
Процедура сварки: нанесите угловые сварные швы на первый плоский стержень в каждом углу решетки с длиной сварного шва не менее 20 мм и высотой не менее 3 мм.
При использовании монтажных зажимов для каждой панели требуется не менее четырех комплектов. Для панелей с большим пролетом необходимо установить дополнительные зажимы на имеющихся опорах.
Для удовлетворения требований заказчика доступны монтажные зажимы из нержавеющей стали.
При заказе монтажных зажимов укажите тип, количество и требуемый материал.
Схема установки:


Клипы:

Пример установки:



Обработка поверхности стальных решеток в основном подразделяется на следующие виды:
① Горячее цинкование
Горячее цинкование обычно выполняется после операций по обработке кромок. Когда толщина несущих плоских стержней составляет не менее 5 мм, средний вес цинкового покрытия после цинкования не должен быть менее 610 г; Когда толщина несущего плоского прутка составляет менее 5 мм, средний вес цинкового покрытия после цинкования не должен быть менее 460 г/м².
② Покраска
Защитный слой наносится методом распыления, кистью или погружением.



Срок службы горячеоцинкованных изделий
На изображении ниже показан оцинкованный стальной лист с толщиной цинкового покрытия 100 мкм и ожидаемый срок службы изделия в различных условиях эксплуатации.

Устойчивость к кислотной и щелочной коррозии
На поверхности цинкового слоя в диапазоне от PH6 до PH12,5 образуется стабильная защитная пленка, которая обладает хорошей коррозионной стойкостью.

")
")
")
")


")
")
")
")


Особенно подходит для влажных, скользких сред, судов, морских нефтяных платформ и т. д. Состоит из зубчатых плоских стержней и скрученных стержней, обладает улучшенными противоскользящими свойствами, превосходящими характеристики и области применения стандартных стальных решеток. ★★★★★ Узнайте больше о простота установки и высокая коррозионная стойкость √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки
При необходимости выдерживать ту же нагрузку, используя материал более высокой прочности, можно выбрать более тонкую плоскую сталь, тем самым уменьшая вес и стоимость решетки. Можно выбрать стальную решетку Тип: G302 Вставка 102 / 11 / 44WLG G302 Вставка 102 / 22 / 44WLG ★★★★★ Узнайте больше о противоскользящий и взрывобезопасный √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки

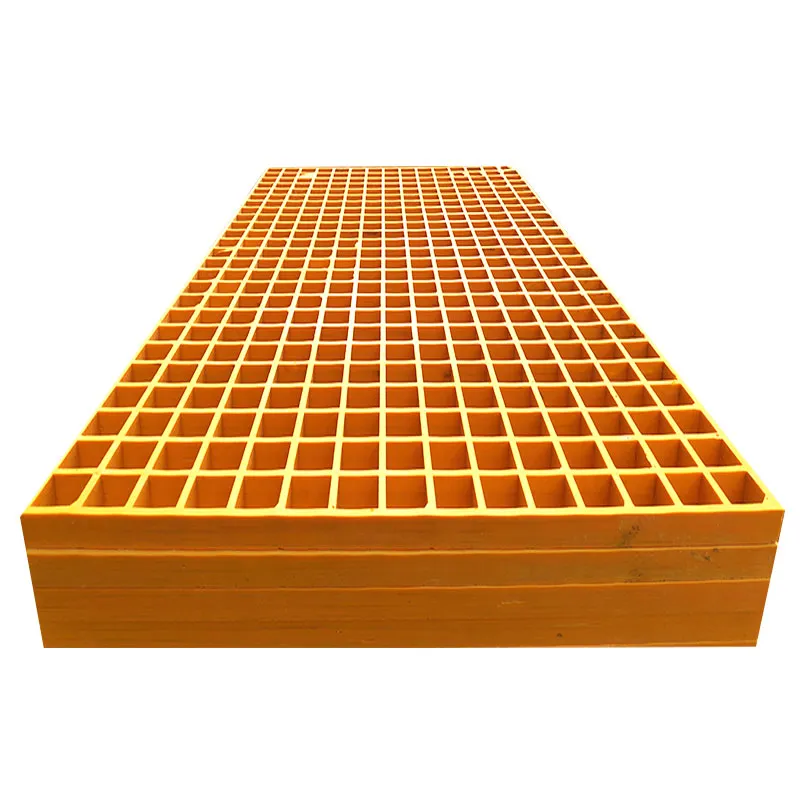
Алюминиевые сетчатые фасады, отличающиеся простой конструкцией, звукоизоляцией, огнестойкостью, современным эстетичным внешним видом и легким весом, представляют собой систему наружных ограждающих конструкций, в которой в качестве несущего основания используются алюминиевые сетчатые панели. ★★★★★ Узнайте больше о звукоизоляция и противопожарная защита √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки

Опорные столбы служат основными конструктивными элементами, соединяющими панели ограждения с фундаментом, и в первую очередь выполняют функцию поглощения ударных сил и передачи энергии на грунт. Наиболее часто используются столбы T-образной и Y-образной формы. ★★★★★ Узнайте больше о стабильная структура и высокая устойчивость к скручиванию √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки

Временные ограждения представляют собой прочное, мобильное и экономичное решение, специально разработанное для обеспечения безопасности и разграничения периметра на строительных площадках, местах проведения мероприятий и других временных объектах. ★★★★★ Узнайте больше о коррозионностойкий и портативный √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки

Крышки водосточных решеток, также известные как дренажные решетки или дренажные решетки, представляют собой несущие решетки, устанавливаемые над дорожными дренажными каналами, канализационными отверстиями и аналогичной инфраструктурой. ★★★★★ Узнайте больше о Коррозионностойкие и немагнитные √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки

Барьеры для контроля толпы — это тип переносных перегородок, специально разработанных для эффективного и безопасного управления и направления больших толп людей. ★★★★★ Узнайте больше о простая установка и надежная устойчивость √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки
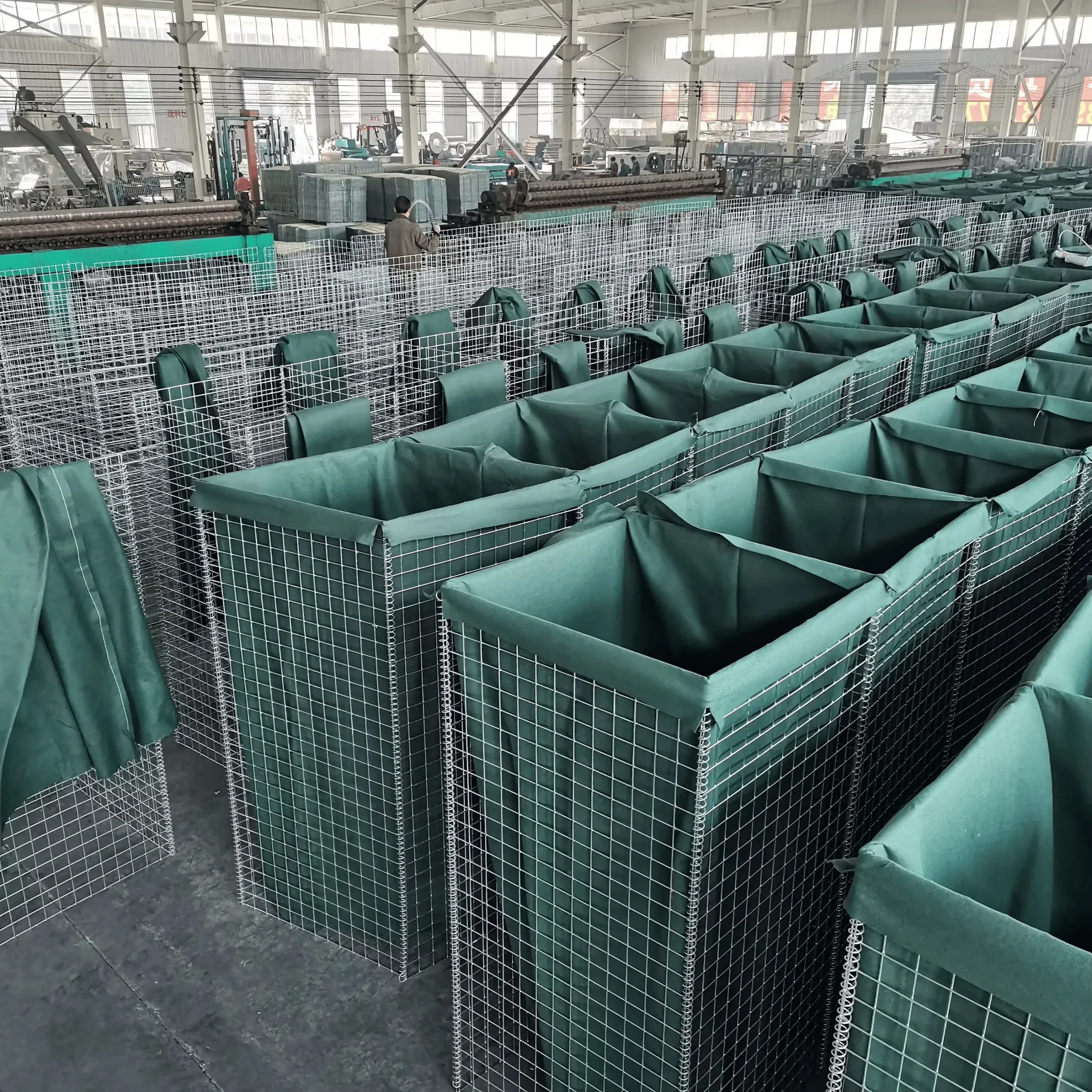
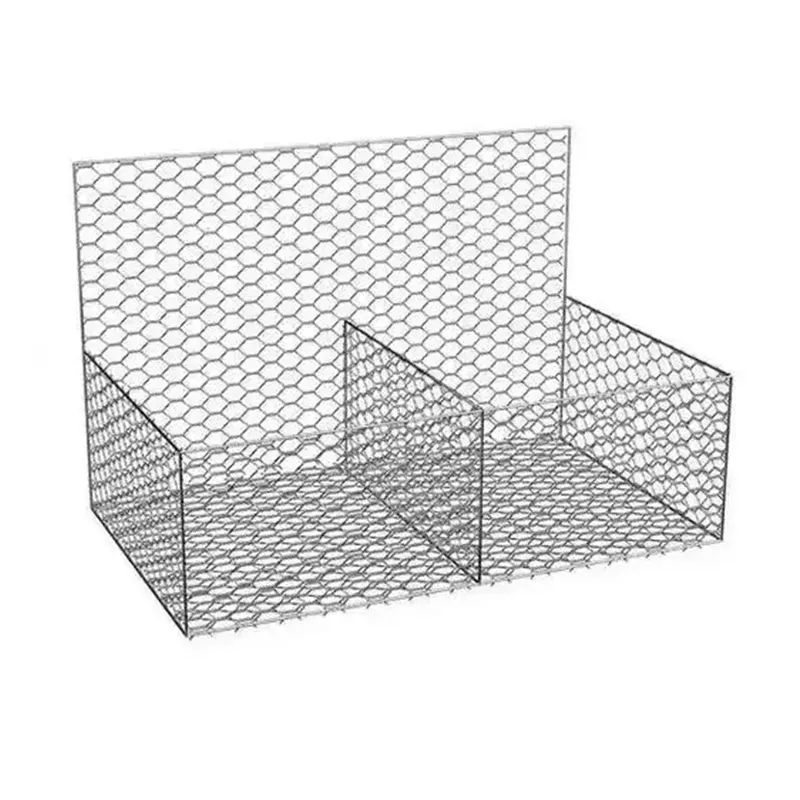
Взрывобезопасный габион, также известный как военный взрывобезопасный габион , взрывобезопасная клетка или взрывобезопасная стена, представляет собой сетчатую конструкцию коробчатого типа, изготовленную из высококачественной низкоуглеродистой стальной проволоки методом электросварки или двойного кручения. ★★★★★ Узнайте больше о водопроницаемость и взрывостойкость √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки
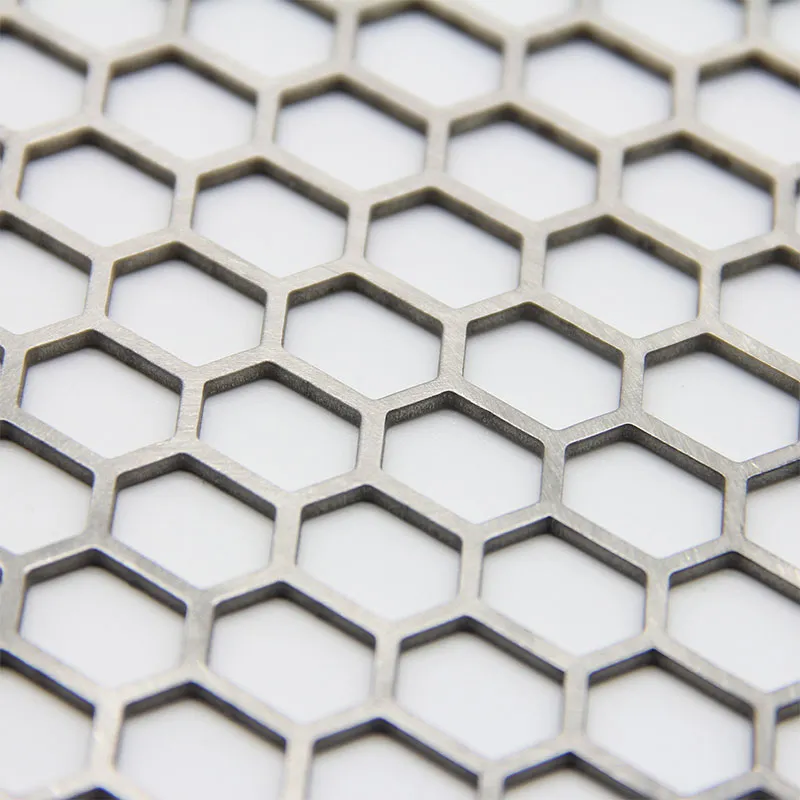
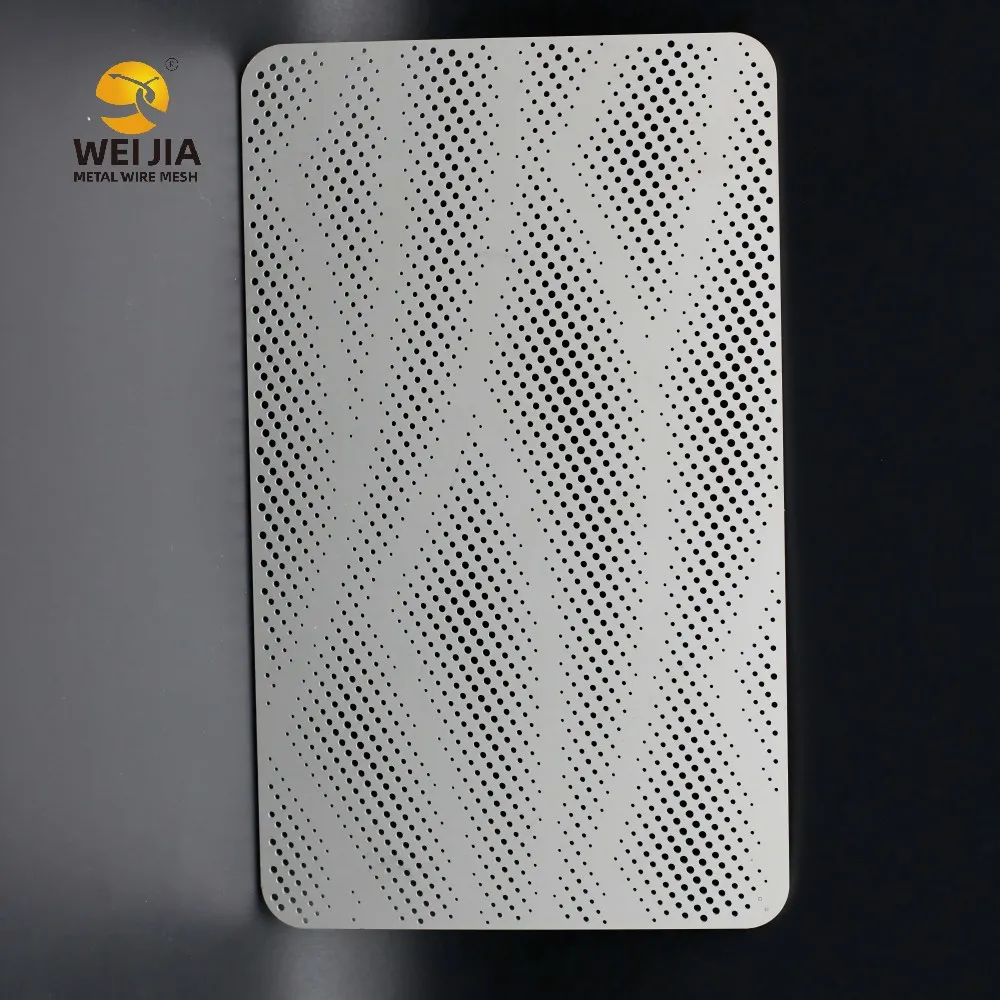
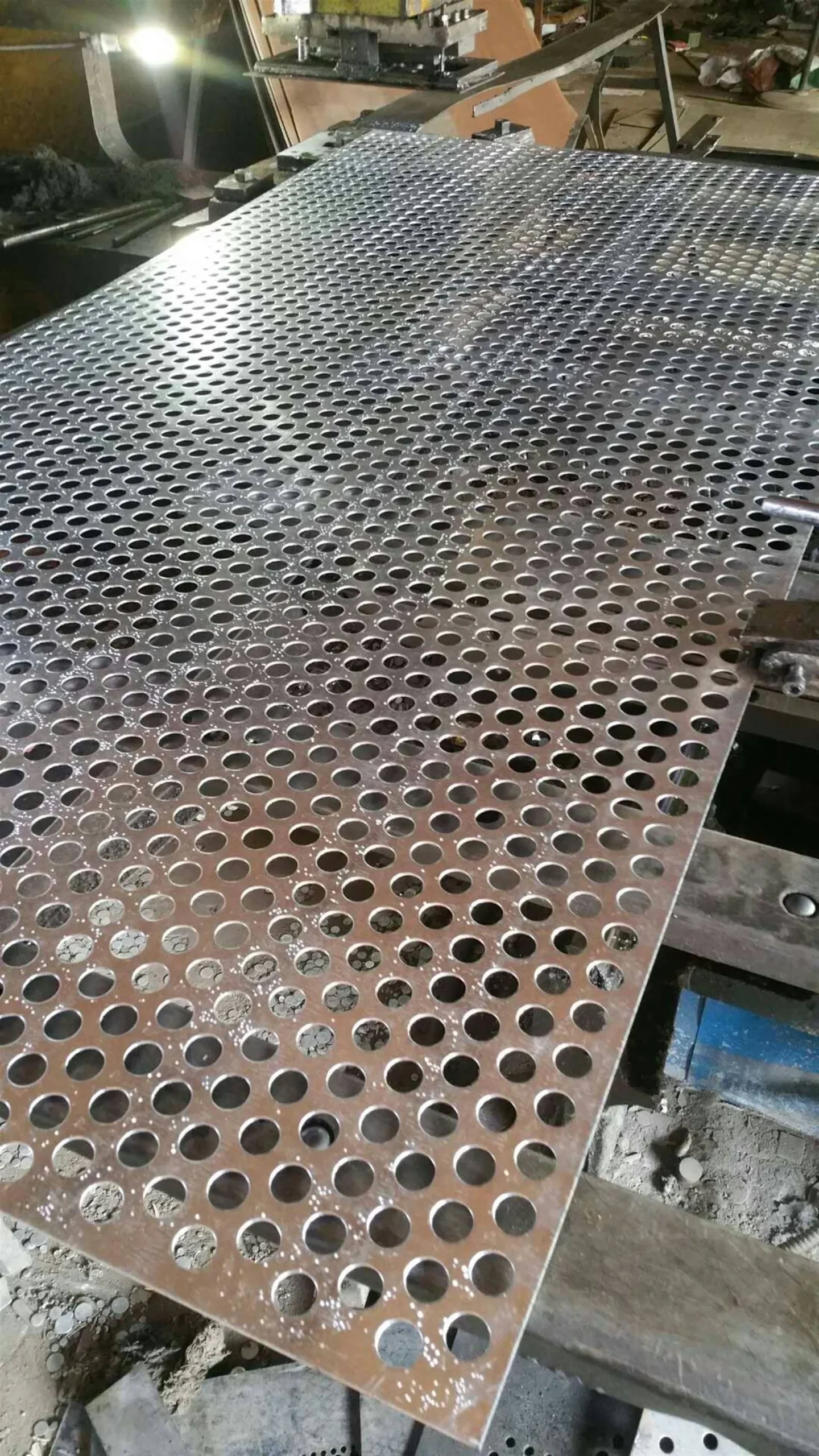
Перфорированные листы — это металлические пластины с отверстиями различной формы, изготовленные в соответствии с разнообразными требованиями рынка. ★★★★★ Узнайте больше о коррозионной стойкости и влагостойкий √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки

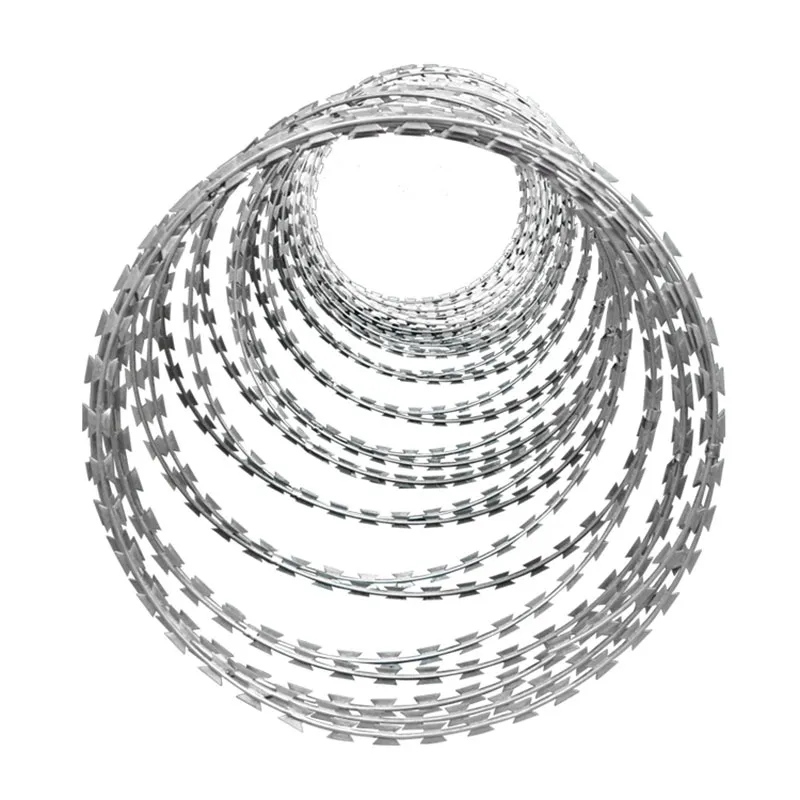
Колючая проволока скручивается и плетётся на полностью автоматизированных станках для плетения колючей проволоки. Обычно она используется в сочетании со столбами из колючей проволоки для создания защитного ограждения. ★★★★★ Узнайте больше о хорошая защита и простота установки √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки

Ступенчатые стальные решетки, также известные как лестничные ступени, стальные лестничные ступени или стальные лестничные пролеты, представляют собой тип лестницы, сформированной из решетчатых панелей для платформ. ★★★★★ Узнайте больше о коррозионной стойкости и немагнитные √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки

Ограждение пастбищ, изначально предназначенное в первую очередь для ограждения домашнего скота, такого как крупный рогатый скот и овцы, состоит из сетчатого барьера, образованного путем механического изгибания высокопрочных стальных проволок в волнообразную (арочную) топологическую структуру, с проволоками, сварными в местах их пересечения. ★★★★★ Узнайте больше о простая конструкция и экономичность √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки

Широко используется в различных отраслях промышленности, включая оборонную и аэрокосмическую, дорожное строительство, строительство, сельское и лесное хозяйство, садоводство и парки, а также аквакультуру. ★★★★★ Узнайте больше о коррозионной стойкости и огнестойкости √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки

Треугольные ограждения оснащены характерным механизмом со встроенными крючками, образующим прочную интегрированную конструкцию между столбами и сетчатыми панелями. Их эстетичный дизайн был отмечен французской премией в области промышленного дизайна. ★★★★★ Узнайте больше о привлекательный внешний вид и простая установка √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки
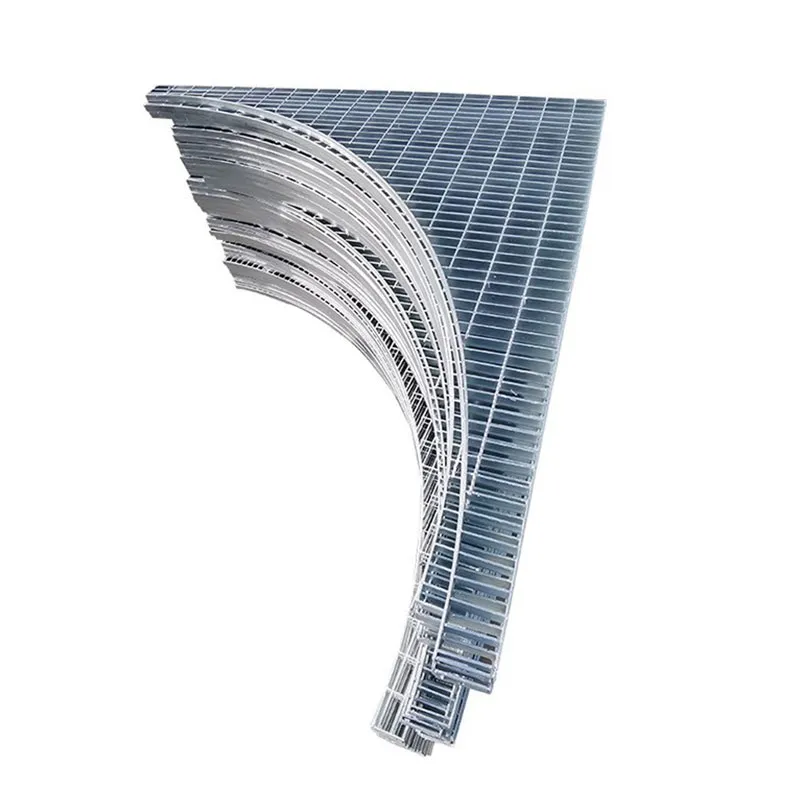
Стальные решетки специальной формы изготавливаются на заказ в соответствии с конкретными требованиями клиентов, что позволяет создавать нестандартные конфигурации, такие как угловые вырезы, перфорации, изогнутые секции и веерообразные узоры. ★★★★★ Узнайте больше о противоскользящий и взрывобезопасный √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки
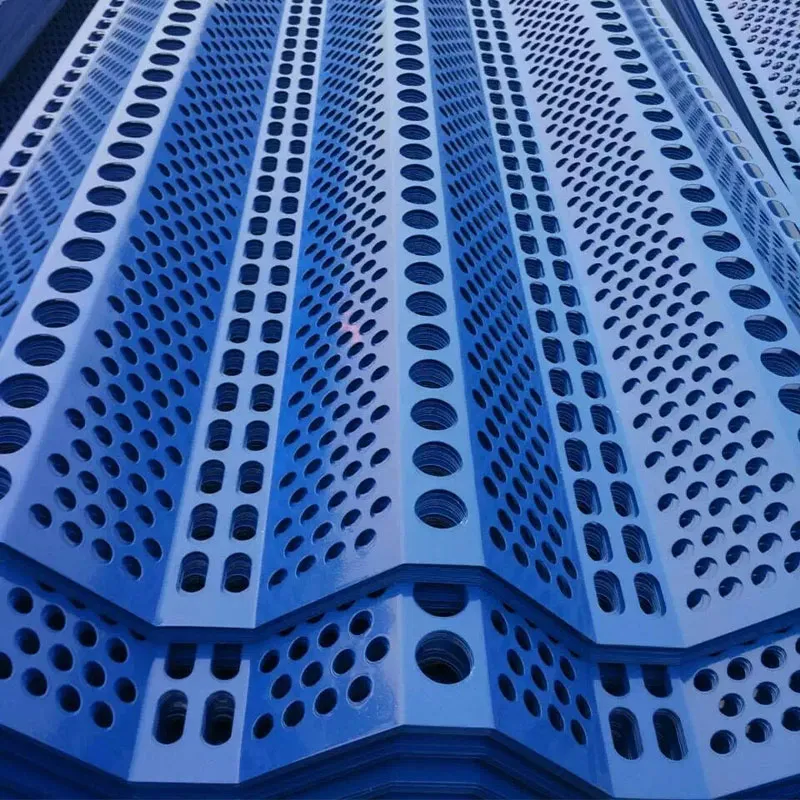
Широко используется для борьбы с загрязнением пылью в тепловых электростанциях, угольных шахтах, углеобогатительных фабриках и других подобных предприятиях. ★★★★★ Узнайте больше о коррозионной стойкости и огнестойкости √ Серия надежных стальных решеток Аньпин. √ Быстрая отгрузка с склада немедленно √ Отслеживание обновлений заказа и статуса доставки