Когда слышишь 'противоскользящая ступенька', первое что приходит на ум - рифлёный металл или резиновые коврики. Но на деле это целая наука, где каждая мелочь влияет на итог. Многие до сих пор считают, что главное - сделать поверхность шершавой, а потом удивляются, почему на морозе алюминиевый рифлённик становится опаснее льда.
Помню, в начале 2000-х использовали обычную сталь с перфорацией - дёшево, но через полгода в отверстиях накапливалась грязь, образуя идеальную скользкую плёнку. Потом перешли на противоскользящие ступеньки из абразивных композитов, но и они в пищевом производстве оказались нежизнеспособны - впитывали жиры.
Сейчас в АО Хэбэй Вэйцзя Металлические Сетки разработали спечённое покрытие с карбидом кремния - частицы вплавляются в стальную основу, создавая вечный абразив. Технологию проверяли на морских платформах, где солевые туманы съедают обычные покрытия за сезон.
Кстати, о толщине слоя: 3 мм абразива - уже перебор, увеличивает вес и стоимость без реального выигрыша в сцеплении. Оптимально 1.2-1.5 мм, что подтвердили испытания в цехах с мойкой высоким давлением.
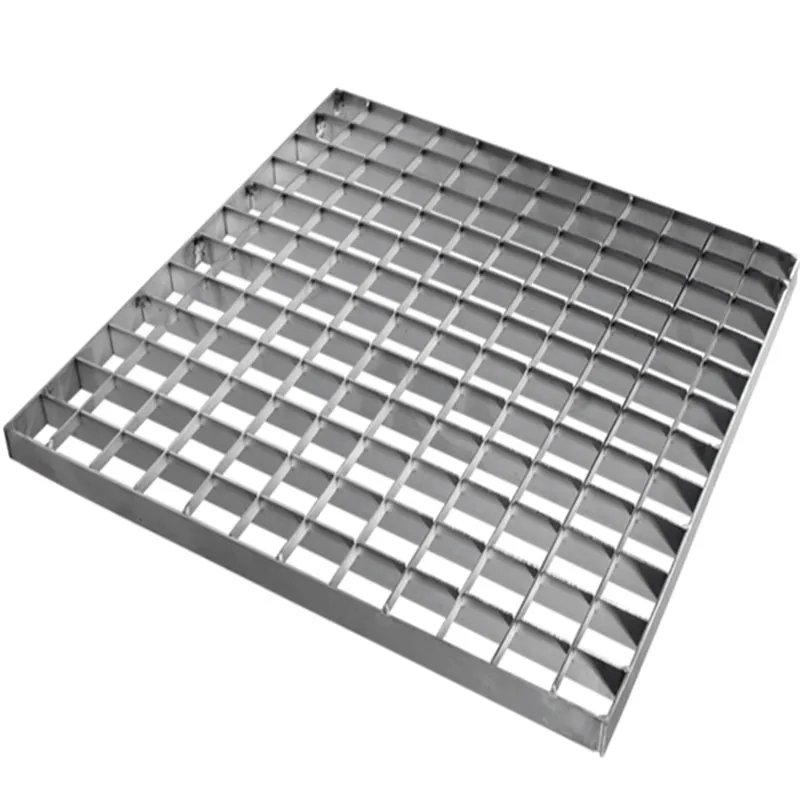
Ромбовидный рифление - классика, но не панацея. Для вертикальных лестниц лучше подходит 'канадская ёлочка' с углом 45 градусов - грязь не задерживается в узлах pattern'а. А вот знаменитые 'шагрень' и 'чечевица' на деле проигрывают - каблуки и плоская подошва контактируют точечно.
В прошлом году для нефтеперерабатывающего завода в Омске делали ступени с асимметричным профилем: с одной стороны мелкие зубцы для обычной обуви, с другой - глубокие канавки для рабочих ботинок. Решение родилось после инцидента с обледенением - стандартные образцы не сработали.
Важный нюанс: многие забывают про краевой эффект. Даже идеальная противоскользящая ступенька бесполезна, если её край завален под 30 градусов - это превращает её в мини-горку. На производстве в Хэбэе для критичных объектов стали делать Г-образный профиль с вертикальным бортиком 8 мм.
Видел как на стройке ставили дорогие немецкие ступени... на обычные саморезы без дистанционных шайб. Через месяц под плитой скопилась вода, зимой её порвало льдом. Правильно - либо сплошная приварка, либо компенсационные прокладки.
Ещё кошмар - когда противоскользящие ступени монтируют вплотную к стене без зазора. Конденсат стекает по вертикальной поверхности и остаётся в стыке. Идеально оставлять 5-7 мм с последующей заделкой эластичным герметиком.
Самая коварная ошибка - экономия на крепеже для комбинированных моделей. Если ступень имеет стальное основание и накладной абразивный слой, нужны разнородные крепёжные элементы с разным коэффициентом расширения. Мы в таких случаях используем тандем из заклёпок и полиамидных дюбелей.
Для логистического терминала в Находке пришлось разрабатывать ступени с подогревом - обычные противоскользящие покрытия обледеневали при перепаде температур. Решение нашли в углеродной нити, вплавленной в керамический композит. Дорого, но дешевле чем выплаты по травмам.
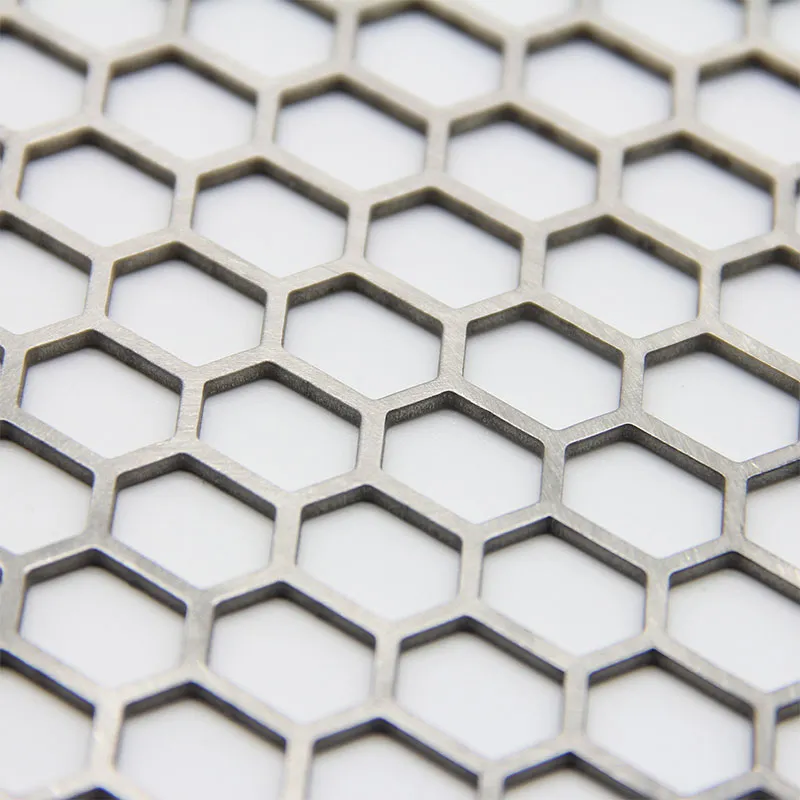
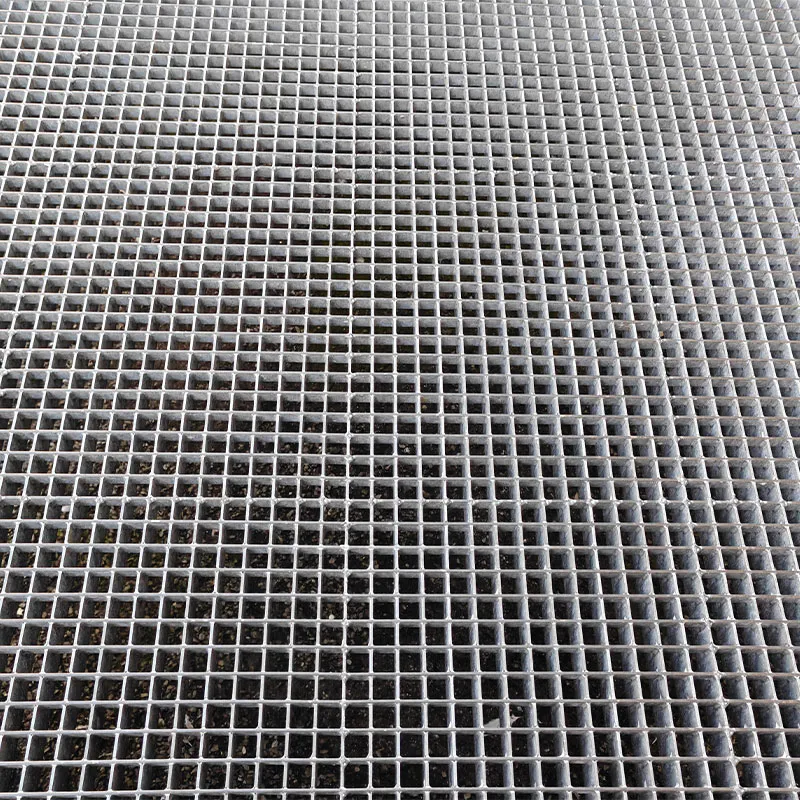
А вот на хлебозаводе в Воронеже сработало простое решение - перфорированные стальные листы с загнутыми краями. Отверстия диаметром 8 мм расположены в шахматном порядке, мука не задерживается. Иногда сложные технологии проигрывают грамотному инжинирингу.
Интересный случай был с плавательным бассейном - заказчик требовал идеальное сцепление для мокрых ног. После трёх проб остановились на электролитически омеднённой сетке с пескоструйной обработкой. Медь даёт естественное противомикробное действие, а шероховатость в 25-30 микрон оказалась оптимальной.
Сейчас все увлеклись нанопокрытиями, но в массовом производстве они нежизнеспособны - стоимость обслуживания съедает всю экономию. Гораздо перспективнее гибридные материалы типа сталь-полиуретан, которые выпускает АО Хэбэй Вэйцзя Металлические Сетки.
Пробовали делать ступени с магнитным фиксирующим слоем для быстрой замены - идея провалилась. Магниты накапливали металлическую пыль, через месяц противоскользящий эффект снижался на 40%. Вернулись к механическому крепежу.
Сейчас экспериментируем с фотохромными добавками - чтобы ступеньки меняли цвет при обледенении. Пока дорого, но для детских учреждений может стать стандартом. Кстати, на сайте weijia.ru есть свежие отчёты по испытаниям таких образцов в условиях Крайнего Севера.
При вальцовке стальной полосы для ступеней важно учитывать направление прокатки - если рифление наносить поперёк волокон, срок службы сокращается вдвое. Это одна из причин почему китайские производители иногда проигрывают - экономят на перенастройке линий.
Термообработка после штамповки - обязательный этап, который многие пропускают. Без отпуска в металле остаются напряжения, что приводит к микротрещинам возле крепёжных отверстий. На нашем производстве в уезде Аньпин для ответственных изделий используем трёхступенчатый отжиг.
Лакокрасочное покрытие - отдельная история. Порошковая краска хороша до первого механического воздействия. Для ступеней лучше работает система 'фосфатирование + катафорезное грунтование + полиуретановый эмаль'. Дороже, но царапина не приводит к точечной коррозии.
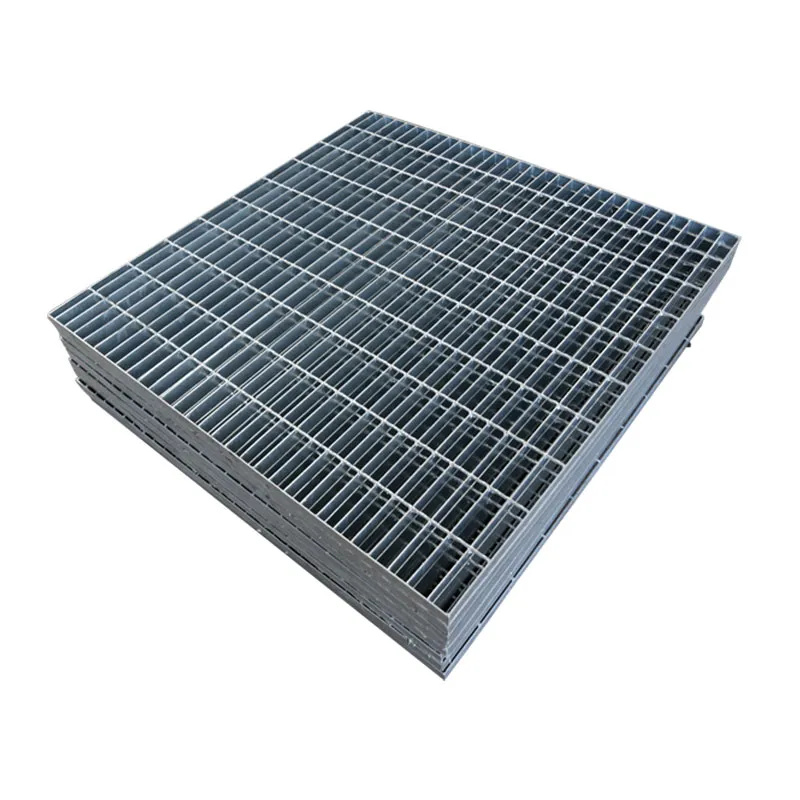
В итоге скажу так: идеальная противоскользящая ступенька - не та, что имеет максимальный коэффициент трения, а та, где предусмотрены все эксплуатационные риски. Часто достаточно грамотно изготовленной стальной сетки с правильной геометрией ячеек, чем суперсовременного композита с непредсказуемым поведением. Главное - понимать физику процесса, а не гнаться за модными терминами.