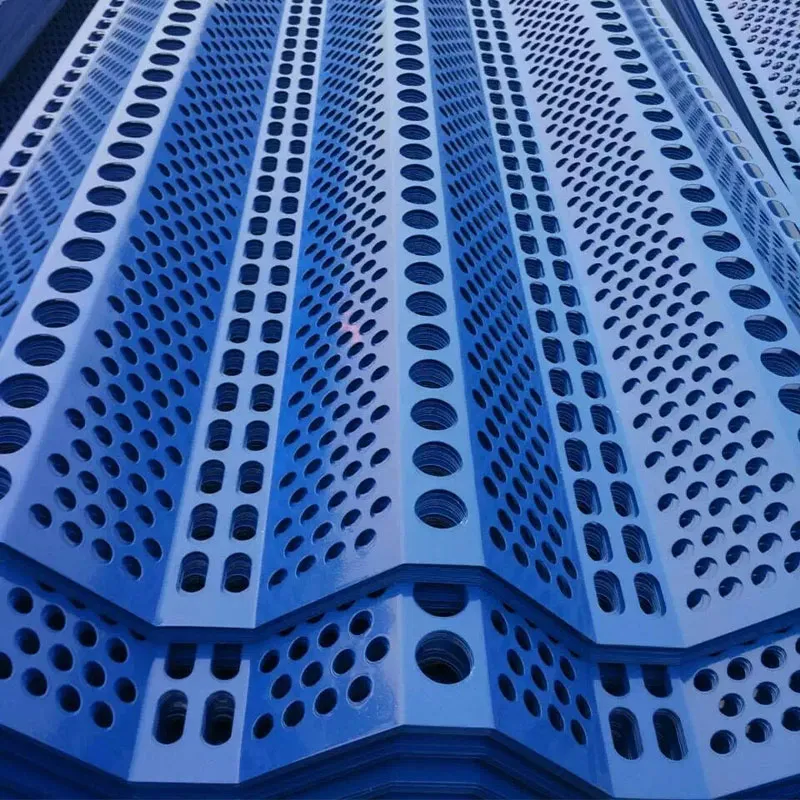
Когда говорят про промышленные решетки, многие сразу представляют себе обычную перфорированную сталь, но на деле это целая наука. Сам видел, как на химическом заводе в Дзержинске сэкономили на антикоррозийном покрытии — через полгода решетки превратились в решето.
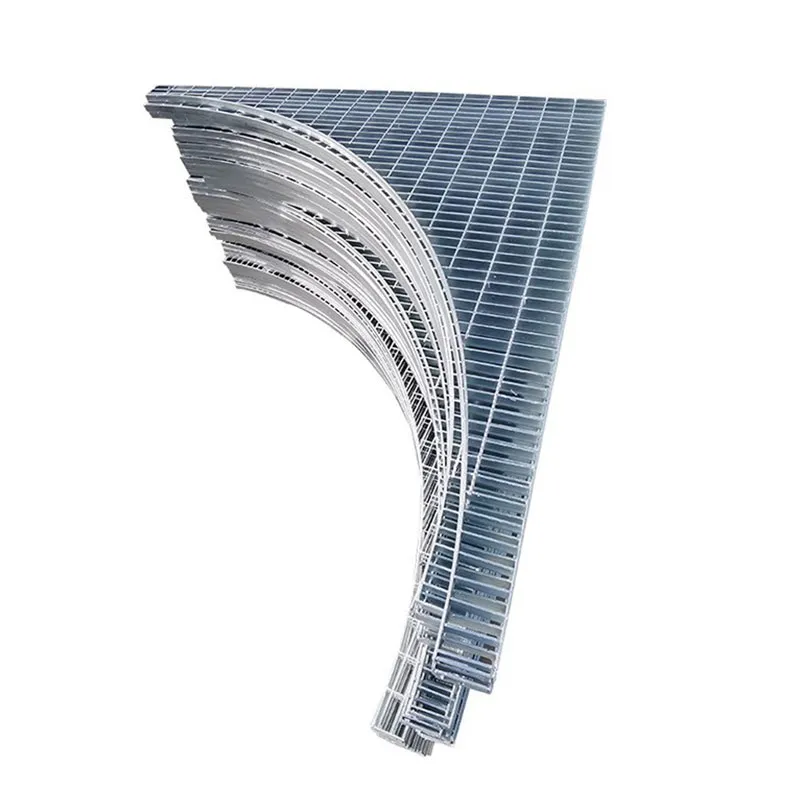
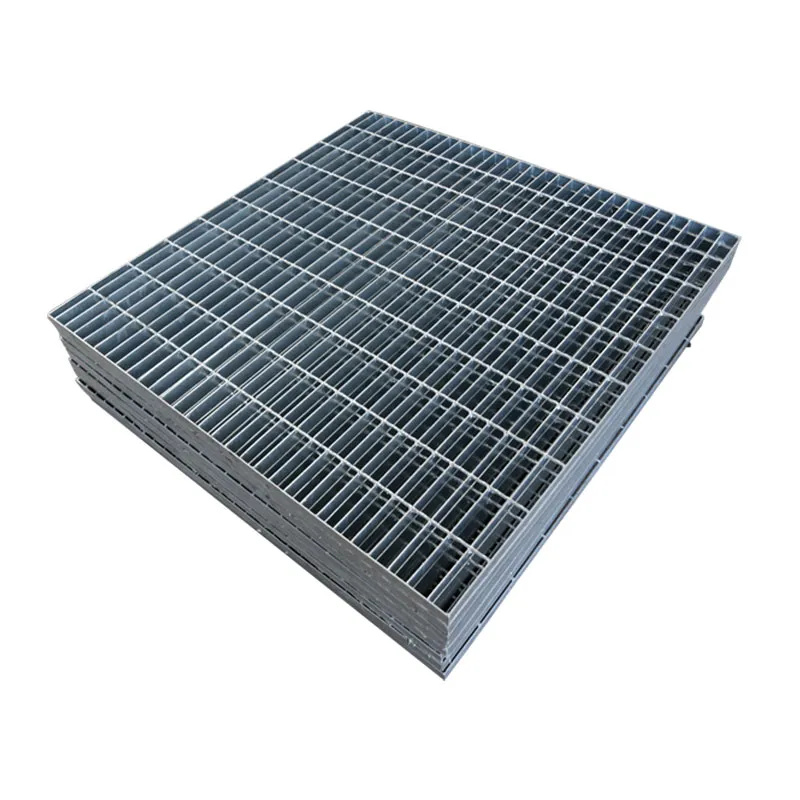
В нефтегазовой отрасли до сих пор встречаю заблуждение, что сварные решетки выдерживают любые нагрузки. На самом деле при вибрационных нагрузках лучше показывают себя прессованные варианты — у нас на компрессорной станции под Тюменью как-то заменили сварные на прессованные, и проблема с трещинами в зонах крепления исчезла.
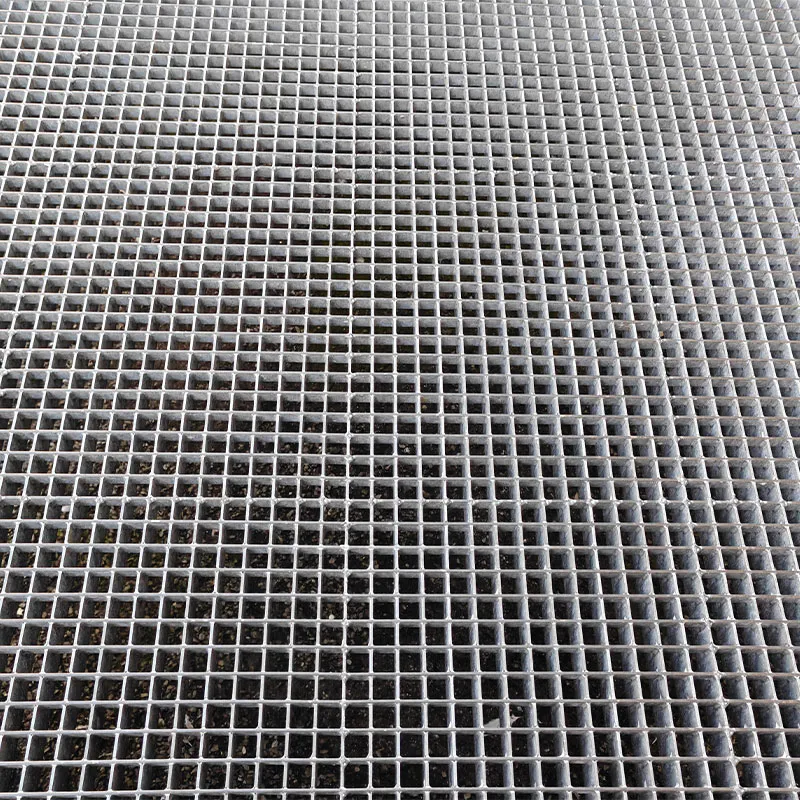
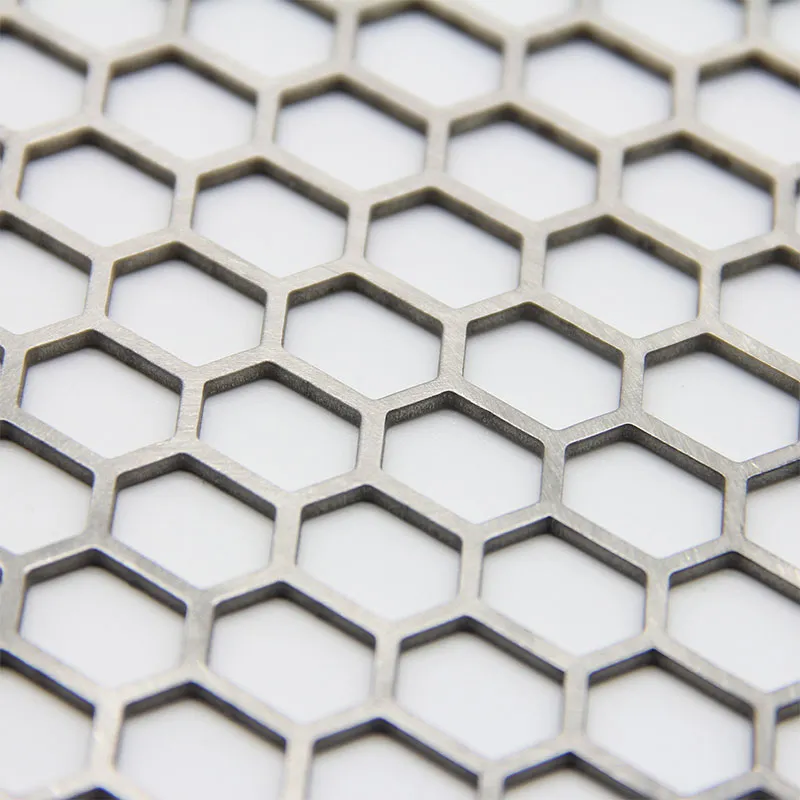
Для пищевых производств важно учитывать не только материал, но и конструкцию ячейки. Помню, на молокозаводе в Воронеже ставили решетки с закругленными краями ячеек — так проще соблюдать санитарные нормы. Хотя и дороже на 15-20%, но очистка занимает втрое меньше времени.
В портовых терминалах вообще отдельная история — там важна не только прочность, но и коэффициент трения. На балтийском терминале экспериментировали с разными видами поверхностей, в итоге остановились на зубчатом профиле, хотя изначально скептически относились к такому решению.
Часто заказчики требуют нержавейку AISI 304 для всех условий, но в агрессивных средах это выброшенные деньги. На целлюлозно-бумажном комбинате в Архангельске пришлось переделывать — за два месяца решетки покрылись точковой коррозией. Сейчас используем 316L с дополнительной пассивацией.
Алюминиевые сплавы — отдельная головная боль. Казалось бы, легкие и не ржавеют, но на том же химическом производстве в Перми выяснилось, что щелочные пары буквально 'съедают' материал за полгода. Пришлось экстренно менять на оцинкованную сталь с полимерным покрытием.
Про оцинковку вообще много мифов. Толщина цинкового слоя — критичный параметр, который часто игнорируют. Стандартные 80 мкм для цехов с постоянной влажностью — словно бумажный зонт в ливень. Проверяли на металлургическом заводе в Череповце — там только горячее цинкование с толщиной от 120 мкм показало нормальный результат.
Крепеж — это отдельная песня. Как-то на стройке в Казани использовали обычные болты вместо оцинкованных — через год пришлось газорезкой снимать. Теперь всегда проверяю комплектацию крепежа лично.
Зазоры между решетками и опорами — частая причина аварий. На ТЭЦ под Красноярском был случай, когда тепловое расширение летом привело к деформации целой секции. Теперь всегда оставляем запас 5-7 мм в зависимости от сезона монтажа.
Разметка перед установкой — кажется элементарным, но именно здесь чаще всего ошибаются. Использую лазерный нивелир, хотя многие до сих пор по старинке мелом рисуют. Разница в точности — до 3 мм на 10 метров, что для некоторых производств критично.
С промышленными решетками от АО Хэбэй Вэйцзя Металлические Сетки работал на объекте в Набережных Челнах — привезли партию с идеальной геометрией, что редкость для крупных поставок. Заметил, что у них технология резки лазером дает чистые кромки без наплывов.
Сроки изготовления часто становятся проблемой. Помню, для завода в Подольске ждали решетки 45 дней, хотя изначально обещали 25. Теперь в контрактах прописываю штрафные санкции за каждый день просрочки — дисциплинирует производителей.
Упаковка — мелочь, но важная. Китайские поставщики иногда экономят на этом, в результате приходят погнутые углы. А вот на сайте weijia.ru видел их подход к упаковке — каждый элемент в отдельной прокладке, плюс деревянная обрешетка. Дороже, но сохраняет товарный вид.
В цехах с постоянной вибрацией со временем появляются микротрещины в зонах сварки. Разработали свою методику диагностики — раз в полгода проверяем ультразвуком проблемные места. На сахарном заводе в Курске так предотвратили аварию — вовремя заметили трещину в несущем элементе.
Очистка струей высокого давления — казалось бы, что может быть проще. Но на мясокомбинате в Белгороде выяснилось, что при неправильном угле подачи воды вымывается герметик из стыков. Пришлось обучать персонал правильной технологии мойки.
Перекраска в процессе эксплуатации — обычно делают без подготовки поверхности. Видел, как на лакокрасочном заводе в Уфе наносили краску на загрязненную поверхность — через месяц началось отслоение. Теперь всегда требую пескоструйную обработку перед покраской.
Для объектов с особыми требованиями к антикоррозийной защите пробовали комбинированные покрытия — эпоксидное покрытие поверх горячего цинкования. На морской платформе в Каспийском море такие решетки служат уже пятый год без признаков degradation.
В взрывоопасных зонах применяем решетки с искробезопасным покрытием — специальные составы на основе алюминиевой пудры. Дорого, но необходимо — на нефтебазе в Ростове после модернизации прошли все проверки Ростехнадзора с первого раза.
Для пищевых производств экспериментировали с полимерными покрытиями разных цветов — выяснилось, что светло-серый лучше всего маскирует производственные загрязнения. Мелочь, но психологически персонал реже делает уборку при темных поверхностях.
Срок службы versus первоначальная стоимость — вечная дилемма. На примере промышленных решеток от АО Хэбэй Вэйцзя Металлические Сетки: их продукция при цене на 10-15% выше среднерыночной служит на 3-4 года дольше. Если считать total cost of ownership, экономия налицо.
Ремонтопригодность — параметр, который часто упускают. Сделали как-то на заводе в Липецке цельные секции длиной 12 метров — при повреждении одного элемента менять пришлось всю панель. Теперь проектируем секции не длиннее 6 метров.
Утилизация старых решеток — отдельная статья расходов. Металлолом принимают по цене черного металла, даже если это нержавейка. Нашли выход — сдаем как отдельную категорию лома, получаем на 25-30% больше. Мелочь, но при больших объемах ощутимо.