Когда слышишь 'производство арматурной сетки', многие представляют просто сварные решётки. На деле же это целая технологическая цепочка, где каждая операция влияет на итоговую прочность. В нашей АО Хэбэй Вэйцзя Металлические Сетки с 2008 года отработали нюансы, которые в учебниках не опишешь.
Начинали с стандартной стали Ст3, но быстро столкнулись с трещинами после сварки. Оказалось, даже в пределах одной марки содержание углерода плавает. Сейчас на входе делаем выборочный спектральный анализ каждой партии - переплавляем образец и смотрим на отклонения.
Особенно важно для арматурной сетки в дорожном строительстве: там сетка лежит в агрессивной среде. Перешли на сталь с медью в составе - хоть дороже, но коррозию держит лучше. Как-то попробовали сэкономить на контроле - три панели мостового ограждения пошли браком.
Закупаем пруток диаметром от 3 до 12 мм, но чаще всего идёт 6-8 мм. Важно чтобы поверхность была без окалины - иначе контакт при сварке неравномерный. Храним под навесом, хотя многие конкуренты оставляют под открытым небом.
Правильная правка - это 30% успеха. Если пруток с остаточной кривизной подать в автомат, стыки будут с зазорами. Используем роликовые правильные машины, но их надо регулировать под каждую партию.
Резать надо без заусенцев. Помню, в 2012 году поставили новые ножи - стали появляться задиры. Пришлось менять угол заточки. Сейчас режем с точностью ±1 мм, иначе сетка не встанет в опалубку.
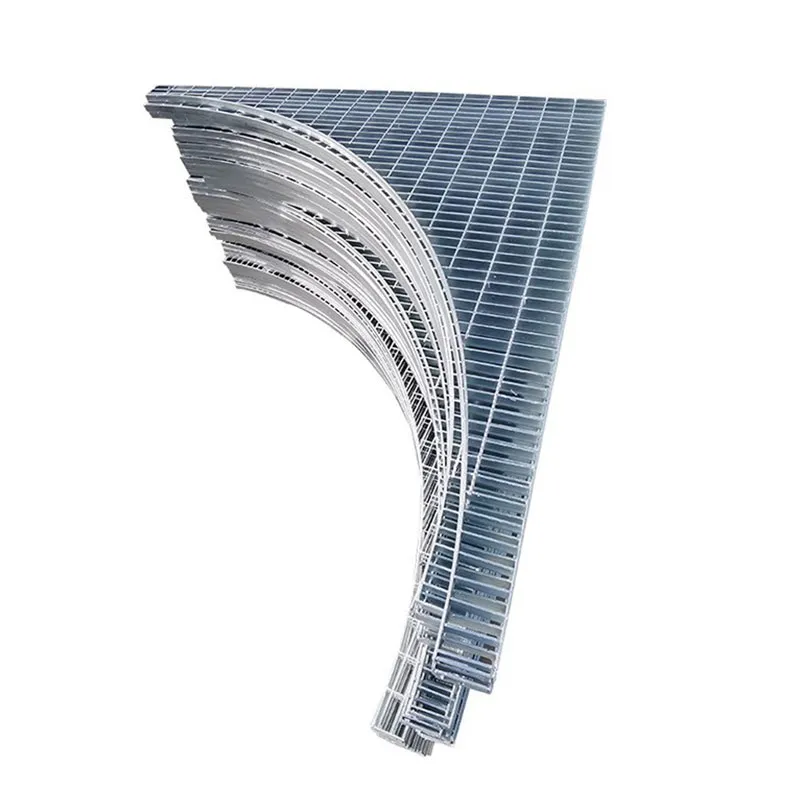
Для особых проектов делаем торцевание - снимаем фаску под 45 градусов. Это когда сетка будет работать на растяжение в ответственных конструкциях. Дополнительная операция, но клиенты из мостостроения требуют.
Используем контактную сварку, но не ту что для арматуры А500С. Для сетки важнее стабильность контакта. Электроды меняем через каждые 8000 циклов - раньше тянули до 10000, но качество падало.
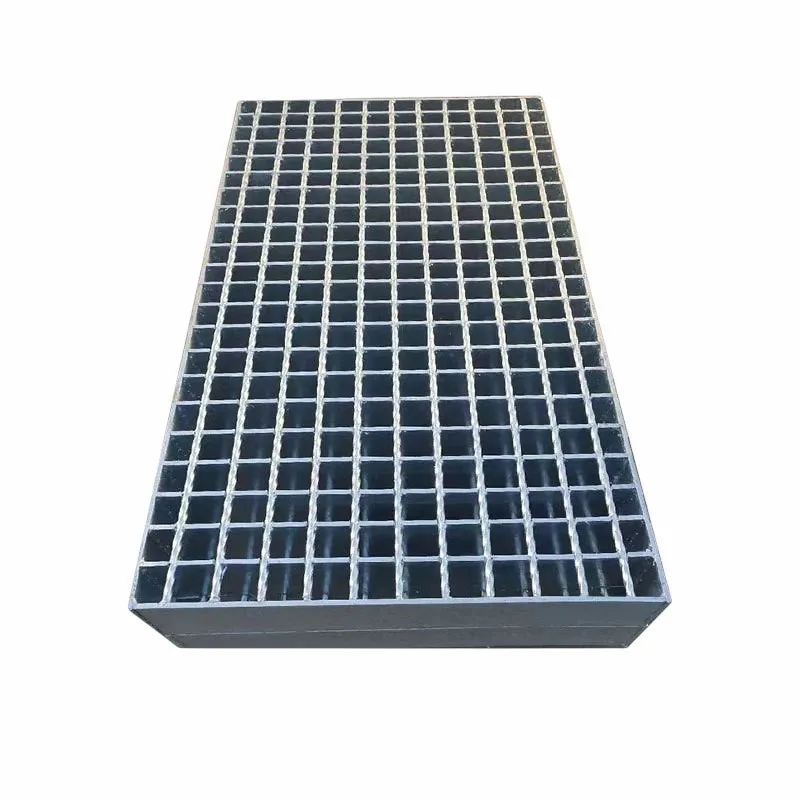
Сила тока зависит от диаметра проволоки и скорости подачи. Наш технолог ведёт журнал настроек для каждого типа сетки. Например для кладочной сетки 100х100х4 мм - один режим, для дорожной 150х150х6 мм - другой.
Самая частая проблема - подгар металла в точке сварки. Происходит когда слишком большое давление или грязная проволока. Выявляем ультразвуковым контролем выборочно - если в партии больше 3% брака, перевариваем всю.
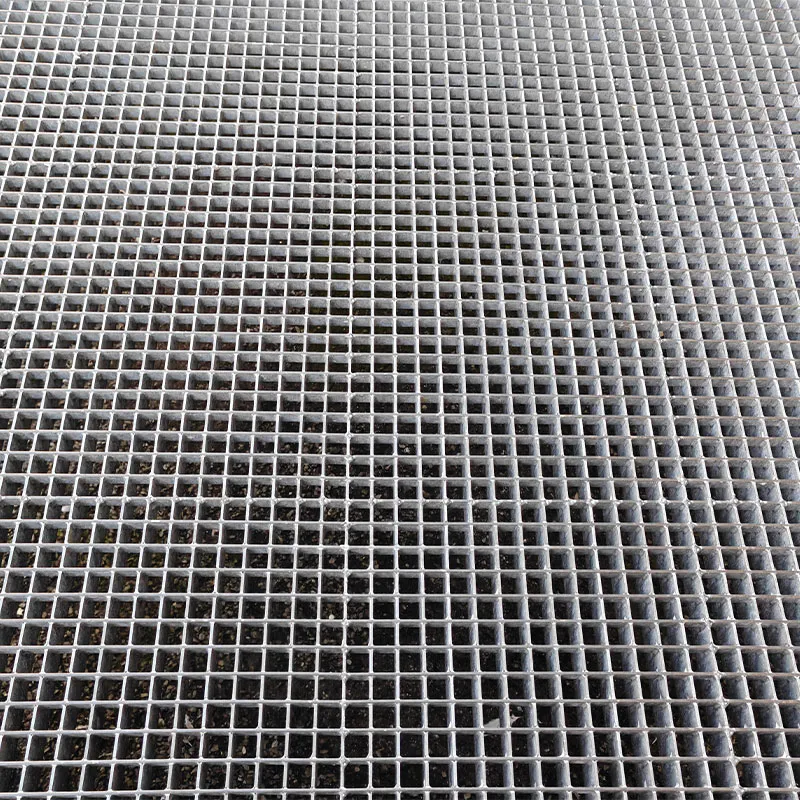
Геометрию проверяем шаблонами - ячейка 100х100 должна быть не 99 и не 101. Но главное - прочность на разрыв. Испытываем образцы 30х30 см на разрывной машине. Требования по ГОСТ 8478-81, но для экспорта бывают жёстче.
Антикоррозионное покрытие - отдельная история. Цинкование по методу Сендзимира даёт 20-30 мкм, но если сетка будет в бетоне - хватит и 10-15 мкм. Главное чтобы не было непрокрасов.
Упаковка - кажется мелочью, но если неправильно связать пачку, при перевозке сетка деформируется. Используем стальную ленту с углами - деревянные прокладки уже не ставим, дорого.
Разработали систему маркировки - на каждом рулоне указываем не только размер, но и ориентацию при укладке. Для крупноячеистой сетки это критично - если положить поперёк рабочего направления, несущая способность падает.
Храним готовую продукцию в паллетах по 50 м2. Высота штабеля не больше 2 метров - иначе нижние ряды деформируются. Отгрузку делаем крытым транспортом, хотя многие экономят и везут в открытых машинах.
Консультируем монтажников: например сетку для стяжки пола надо укладывать с нахлёстом не менее 15 см. А для кирпичной кладки - сразу на раствор, без зазоров. Эти нюансы влияют на итоговую прочность конструкции.
С 2008 года сменили три поколения оборудования. Первые автоматы давали погрешность по ячейке до 3 мм. Сейчас работаем на немецких линиях - точность до 0.5 мм.
Внедрили систему учёта электроэнергии на каждую операцию. Оказалось что 60% затрат - это нагрев при сварке. Перешли на импульсный режим - снизили расход на 17% без потери качества.
Для особых заказов используем арматуру В500С вместо А240С - прочность выше, но сложнее сваривать. Пришлось менять параметры сварки, зато теперь можем делать сетку для сейсмостойких конструкций.
Сейчас активно развивается производство композитной арматурной сетки. Пробовали - технология совсем другая, нужно новое оборудование. Пока не решились вкладываться, спрос нестабильный.
Экология ужесточается - очистка сточных вод после травления и цинкования становится дороже. Рассматриваем переход на бескислотные методы подготовки поверхности.
Кадры - основная проблема. Молодые специалисты не идут в цех, предпочитают офисную работу. Приходится обучать с нуля, на это уходит 2-3 месяца. Держимся за старых мастеров, но им скоро на пенсию.
В целом производство арматурной сетки - это не просто сварка проволоки. Это понимание как она будет работать в конструкции, какие нагрузки выдержит, как поведёт себя через 10-20 лет. На сайте https://www.weijia.ru мы выкладываем технические рекомендации - то что обычно узнают только на объекте.