Когда говорят про прессованные решетки, сразу представляют склады или нефтехимию. Но за 12 лет работы в АО Хэбэй Вэйцзя я понял: основной покупатель — не тот, кого ожидаешь. Сейчас объясню, почему даже мы сначала ошибались в прогнозах.
В 2015 году мы запустили линию прессованных решеток на заводе в Аньпин. Тогда думали, что главные заказчики — строители. Оказалось, строители берут решетки эпизодически, для временных конструкций. Постоянный спрос пошел совсем из других сфер.
Например, пищевая промышленность. Там нужны решетки с особым покрытием, выдерживающие мойку под давлением. Мы делали партию для мясокомбината в Новосибирске — они три года тестировали разные образцы, пока не остановились на нашем варианте с двойным цинкованием.
Еще неожиданный сегмент — коммунальное хозяйство. Казалось бы, там все экономят. Но для водоканалов и теплосетей решетки — расходник, который меняют регулярно. Правда, там свои тонкости: например, в северных регионах нужна особая марка стали, иначе трескается при -40°C.
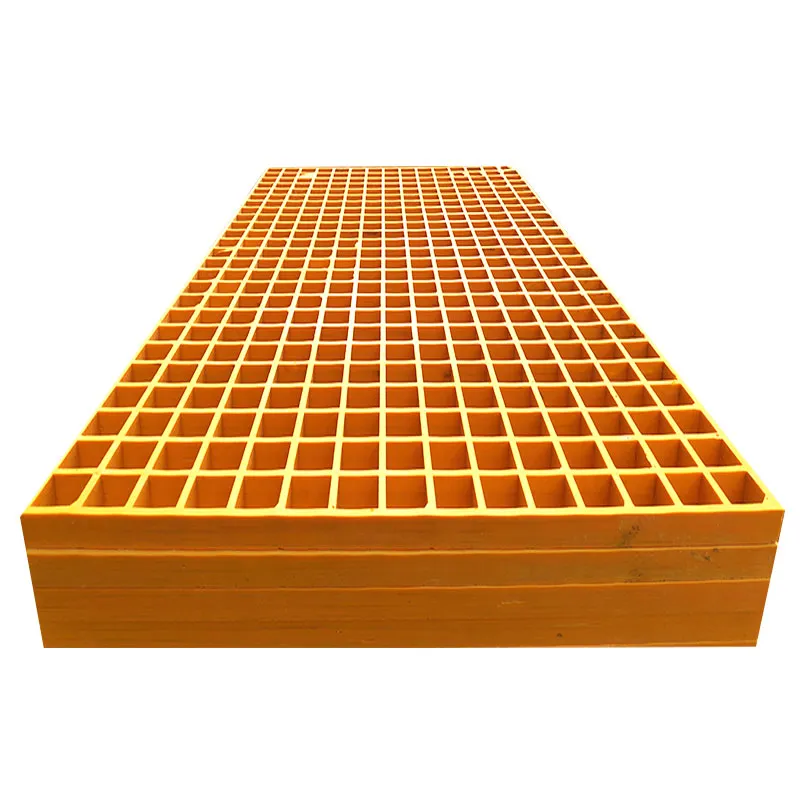
Ширина несущей полосы — вот что часто упускают при заказе. Видел случаи, когда закупали решетки с полосой 30 мм для площадок с погрузчиками, хотя по расчетам нужно минимум 45. Потом деформировалось за полгода. Но переубедить клиента сложно — он смотрит на цену за квадрат, а не на долговечность.
Еще момент — тип поверхности. Гладкий vs зубчатый. Для пищевки категорически нельзя зубчатый — там гигиена важнее антискольжения. А на эстакадах химических заводов без зубцов просто смертельно. Мы как-то отгрузили партию гладких решеток на завод минеральных удобрений — вернули через неделю, сказали, рабочие отказываются выходить на такие настилы.
Про покрытия отдельно стоит сказать. Горячее цинкование — не панацея, хотя все его требуют. В агрессивных средах (например, на морских платформах) полимерное покрытие служит дольше. Но клиенты редко верят, пока не увидят сравнительные испытания.
Самая частая проблема — неправильный расчет нагрузок при проектировании. Был случай с логистическим центром под Москвой: заложили решетки с запасом прочности 1.5 вместо 3, а потом удивлялись, почему прогибаются под штабелерами. Переделывали всю систему навесных переходов.
Монтаж — отдельная головная боль. Наши технологи выезжали на объект в Казани, где монтажники резали решетки болгаркой без охлаждения — испортили цинковое покрытие на стыках. Пришлось обучать их специальной технологии резки.
Хранение на стройплощадках — еще один момент. Оставляют решетки под открытым небом, без прокладок между пачками. Потом жалуются на коррозию. Хотя в техусловиях все прописано — но кто их читает?
Сырье — это 60% себестоимости. Когда в 2018 году подорожала сталь в Китае, мы перешли на российского производителя. Качество сопоставимое, но логистика дешевле. Хотя некоторые клиенты до сих пор просят 'оригинальную китайскую сталь' — приходится объяснять, что марки стали одинаковые по ГОСТ и ASTM.
Энергоемкость — многие не учитывают, что прессование требует огромных мощностей. На нашем заводе в Аньпин стоит оборудование с ЧПУ, которое потребляет как небольшой микрорайон. Но это дает стабильность геометрии — отклонение не более 1 мм на погонный метр.
Упаковка — кажется мелочью, но для экспорта критична. Перешли на стретч-пленку вместо полиэтилена — меньше повреждений при перегрузке. Для Ближнего Востока вообще используем специальные влагопоглотители в упаковке — иначе при разгрузке в порту конденсат образуется.
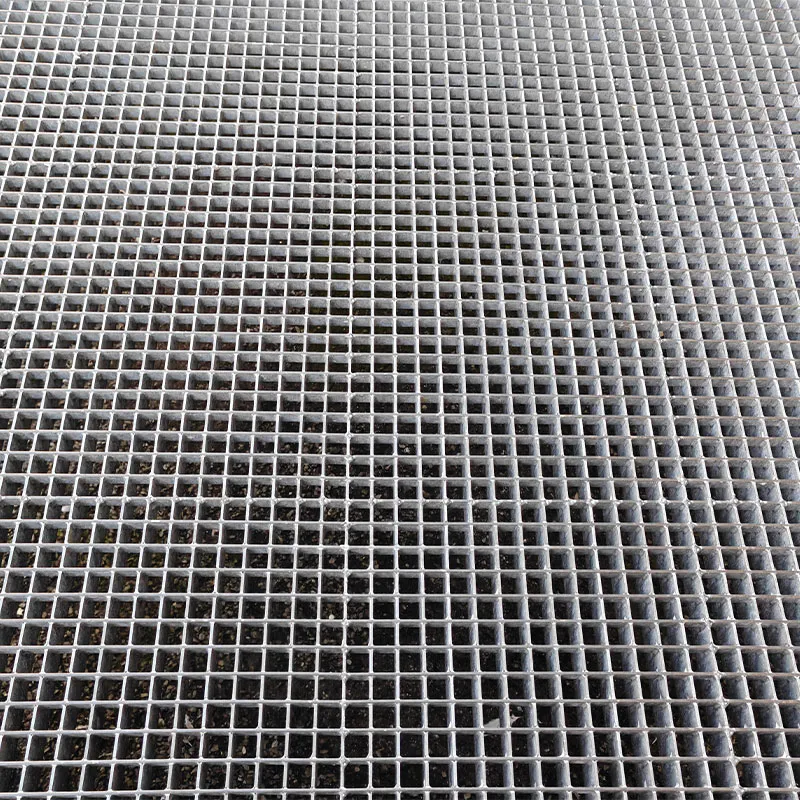
Технические задания — часто составляют люди, далекие от практики. Видел ТЗ, где требовали прессованные решетки с ячейкой 10x10 мм для пешеходных переходов — это технически невозможно при стандартной толщине полосы. Приходилось проводить ликбез для проектировщиков.
Сертификация — отдельная история. Для атомной промышленности нужны сертификаты, которые получать годами. Мы как-раз сейчас проходим эту процедуру для завода Росатома. Проверяют каждую партию стали, ведут журналы контроля на каждом этапе.
Сроки поставки — в госзаказах часто нереальные. Требуют 1000 м2 за две недели, хотя только цикл цинкования занимает 5-7 дней. Приходится держать готовые полуфабрикаты на складе, что увеличивает себестоимость.
Сейчас экспериментируем с нержавеющими прессованными решетками для фармацевтики. Там требования к чистоте поверхности — никаких пор или раковин. Пока не все получается — при прессовании нержавейки образуются микротрещины. Решаем вопрос с термообработкой.
Еще одно направление — решетки с интегрированным подогревом для северных регионов. Сделали пробную партию для аэропорта в Якутске — пока дорого, но технология перспективная.
Автоматизация проектирования — разрабатываем систему, где клиент может загрузить чертеж объекта и получить спецификацию решеток с учетом всех нагрузок и условий эксплуатации. Сложно, но уже есть прототип.
Основной покупатель прессованных решеток — не тот, кто платит больше, а тот, кто покупает регулярно. Это предприятия с технологическими циклами, где решетки — часть инфраструктуры. Разовые проекты дают оборот, но не стабильность.
Качество — это не только характеристики стали, но и совместимость с другими материалами объекта. Приходится учитывать все: от химического состава воздуха до вибрационных нагрузок.
Самое главное — диалог с клиентом. Когда заказчик понимает, почему нужно именно такое решение, а не более дешевое — это уже половина успеха. Поэтому наши инженеры часто выезжают на объекты, смотрят на условия эксплуатации. Без этого даже самая качественная решетка может не подойти.