Если вы думаете, что перфорированный металлический лист с порошковым покрытием — это просто дырки в железе, покрашенном краской, придется вас разочаровать. На деле это сложный симбиоз металлообработки и химических процессов, где мелочи вроде типа стали или температуры сушки покрытия решают всё.
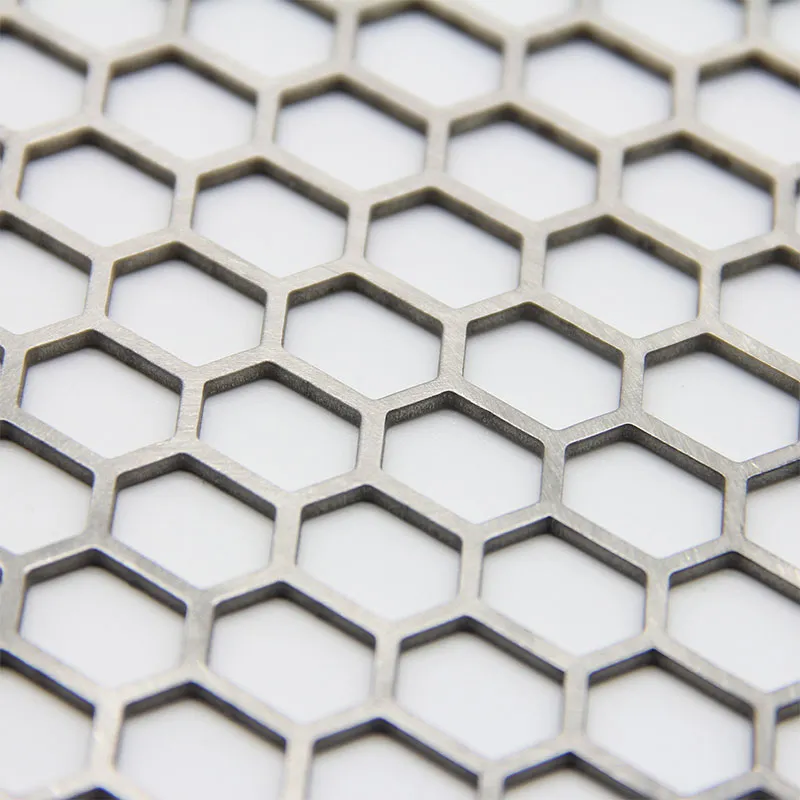
Круглые отверстия кажутся самым простым вариантом, но именно здесь многие производители спотыкаются. Дело не столько в точности диаметра, сколько в характере кромки. При штамповке часто образуется грат — тот самый острый выступ по краю. Если его не убрать, порошковое покрытие ляжет неравномерно, а со временем начнет отслаиваться именно с этих мест.
У нас на производстве в АО Хэбэй Вэйцзя Металлические Сетки сначала долго экспериментировали с заточкой пуансонов. Оказалось, что угол заточки влияет не только на чистоту кромки, но и на деформацию зоны вокруг отверстия. При неправильном подходе лист коробило, особенно на тонких сталях 0.8-1.2 мм.
Запомнился случай, когда для заказа из Германии пришлось переделывать всю партию — их контролеры замеряли не только диаметр отверстий, но и радиус закругления кромки. Тогда мы окончательно пересмотрели подход к контролю качества на каждом этапе.
Многие уверены, что порошковое покрытие — это просто и надежно. На практике же подготовка поверхности значит не меньше, чем сам процесс напыления. Фосфатирование, обезжиривание, промывка — пропустишь один этап, и адгезия будет не та.
Особенно критично с перфорированными листами — из-за отверстий увеличивается площадь поверхности, плюс сложная геометрия создает проблемы с равномерностью нанесения. Электростатика ведет себя капризно, порошок может 'заворачивать' за края отверстий, создавая неравномерную толщину.
Мы в АО Хэбэй Вэйцзя Металлические Сетки после нескольких неудачных экспериментов пришли к системе с поворотными держателями в камере напыления. Лист вращается во время процесса, что дает более равномерное покрытие даже в глубоких перфорационных каналах.
В техзаданиях обычно указывают марку стали, но редко уточняют состояние поставки. А между тем, горячекатаный и холоднокатаный металл ведут себя по-разному при перфорации. Холоднокатаная сталь дает более чистую кромку, но требует точной регулировки зазоров в штампе.
Для уличных конструкций мы рекомендуем оцинкованную сталь перед нанесением порошкового покрытия. Двойная защита — цинк плюс полимер — значительно увеличивает срок службы. Хотя некоторые заказчики пытаются экономить, используя просто окрашенную черную сталь.
На нашем сайте weijia.ru есть технические рекомендации по этому вопросу, основанные на 15-летнем опыте работы с разными климатическими условиями — от морских побережий до промышленных зон с агрессивной средой.
Один из самых показательных примеров — заказ для пищевого производства. Требовались перфорированные листы для вентиляционных решеток в цехе с повышенной влажностью. Сделали по стандартной технологии, но через полгода появились жалобы на коррозию вокруг отверстий.
Разбирались — оказалось, проблема в конденсате, который скапливался в зоне перфорации. Пришлось разрабатывать специальный профиль отверстий с дополнительным фасонным углом для стока влаги. Теперь для 'мокрых' зон мы всегда рекомендуем такой вариант.
Другой интересный случай — архитектурный проект, где перфорированные листы использовались как декоративный экран. Дизайнер хотел идеально ровную поверхность, но при штамповке возникали микродеформации. Решили проблему предварительным напряжением листа перед перфорацией — трудоемко, но результат того стоил.
За годы работы мы в АО Хэбэй Вэйцэй Металлические Сетки прошли путь от простых механических прессов до ЧПУ-станков с гидравлическим приводом. Современное оборудование позволяет делать до 5000 отверстий в минуту с точностью позиционирования до 0.1 мм.
Но технология — это не только станки. Система контроля качества эволюционировала не меньше. Раньше проверяли выборочно, сейчас — каждый лист проходит через лазерное сканирование. Фиксируется не только диаметр отверстий, но и их геометрия, шаг, отсутствие дефектов.
Особенно гордимся разработанной нами системой тестирования адгезии покрытия. Не доверяем стандартным методам вроде решетчатого надреза — для перфорированных поверхностей они малоинформативны. Создали собственный метод с контролем на срез именно в зоне отверстий.
Сейчас вижу тенденцию к кастомизации — заказчики хотят не стандартные решения, а индивидуальные. Причем не только в плане диаметра и шага отверстий, но и в профиле кромки, комбинированных паттернах.
Интересное направление — перфорированные листы с переменной плотностью отверстий. Технически сложно, но открывает новые возможности в архитектуре и дизайне. Мы уже делали пробные партии для одного московского бюро — результат впечатляет.
Еще одно перспективное направление — smart-перфорация, когда рисунок отверстий оптимизируется под конкретные задачи: акустические, аэродинамические, световые. Это уже следующий уровень, где металлический лист становится функциональным, а не просто декоративным элементом.
За 15 лет работы с перфорированными металлическими листами понял главное: идеальных решений не существует. Каждый проект — это поиск компромисса между стоимостью, технологичностью и долговечностью.
Часто вижу, как коллеги концентрируются на основном процессе, упуская 'мелочи' вроде условий хранения или транспортировки. А ведь именно на этих этапах часто происходят повреждения покрытия или деформации.
Если резюмировать — успех в этом деле определяется вниманием к деталям. От химического состава стали до температуры в сушильной камере. Мелочей здесь действительно нет, и наш опыт в АО Хэбэй Вэйцзя Металлические Сетки это подтверждает. Подробнее о наших наработках можно узнать на weijia.ru — там мы делимся тем, что обычно остается за кадром технических спецификаций.