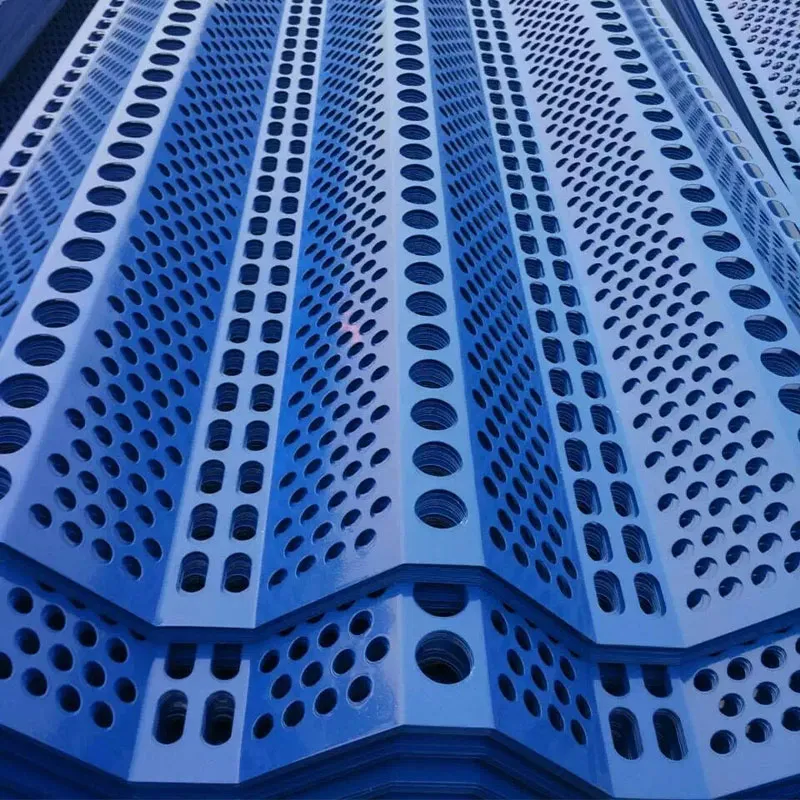
Если честно, когда заказчик впервые запросил перфорированный металлический лист со звездчатым узором для фасада торгового центра, я скептически хмыкнул – очередная попытка сделать ?дизайнерский? продукт без учёта технологических ограничений. Но за 12 лет работы с АО Хэбэй Вэйцзя Металлические Сетки понял: звёздчатая перфорация – это не про штамповку ради галочки, а про баланс между эстетикой и физикой материала.
В 2016 году мы делали пробную партию для кинотеатра в Сочи – звёзды с 5 лучами, толщина листа 2 мм. Тогда ещё не было отработанных матриц, и на стыках лучей постоянно появлялись микротрещины. Пришлось пересчитывать углы реза под разные марки нержавейки – для AISI 304 и 201 даже при одинаковой толщине упругость после перфорации отличается на 15-20%.
Заметил закономерность: если диаметр звезды меньше 40 мм, лучи начинают ?залипать? в матрице – выручает только пресс с гидравлической стабилизацией. У нас на производстве в Аньпине после того случая добавили калибровочный этап – каждый лист пропускают через валики с регулируемым давлением.
Кстати, о толщине: для уличных конструкций звездчатый узор лучше работать с листом от 1.5 мм – иначе ветровые нагрузки деформируют перфорацию. Проверяли на фасаде автосалона в Ростове-на-Дону – через полгода на тонком листе (1 мм) лучи звезд начали выгибаться.
Самый сложный заказ был от архитектурного бюро – требовались звёзды с переменной плотностью: к центру узор гуще, к краям реже. Пришлось комбинировать лазерную резку и штамповку – чистая перфорация не справлялась с геометрией. Сейчас в АО Хэбэй Вэйцзя для таких задач используют гибридные установки, но тогда (в 2019) делали в три прохода.
Важный момент – направление проката листа. Если расположить звезду под 45° к направлению проката, после перфорации появляется волнистость – особенно заметно на оцинковке. Решение нашли экспериментально: предварительный отжиг + перфорация с подпрессовкой.
Для декоративных решёток иногда делаем ?неполную? звезду – где один луч сливается с рамкой. Технологически это проще, но требует точной подгонки под несущую конструкцию – зазоры больше 1.5 мм уже критичны.
С обычной сталью звёздчатая перфорация ведёт себя предсказуемо – но когда в 2021 поступил запрос на погодоустойчивую сталь Corten, пришлось пересматривать параметры. Этот материал ?течёт? под прессом иначе – матрицы изнашиваются на 30% быстрее. Сейчас для таких случаев используем инструментальную сталь с алмазным напылением.
Алюминий – отдельная история. Для звёзд с тонкими лучами (менее 3 мм) применяем предварительное охлаждение заготовки – иначе края рвутся. Но зато алюминиевые панели с таким узором почти не утяжеляют конструкцию – на балконных ограждениях это критично.
Медь – материал капризный, но для звездчатых орнаментов подходит идеально. Правда, после перфорации требуется ручная полировка кромок – автоматика оставляет заусенцы. Дорого, но для элитных интерьеров оправдано.
В 2018 делали перфорированные панели для вентиляционного фасада в Казани – звезды диаметром 60 мм с шагом 100 мм. Рассчитали всё правильно, но не учли температурное расширение – летом панели ?запели? при ветре. Пришлось добавлять демпфирующие прокладки по контуру.
А вот удачный пример – светильники для метро в Екатеринбурге. Там звездчатый узор выполнял не только декоративную, но и функциональную роль – рассеивал свет под нужным углом. Использовали нержавейку 0.8 мм с полировкой – отражающая способность получилась даже выше расчётной.
Самая обидная ошибка – когда перепутали сторону нанесения узора для двусторонней перфорации. Получились ?зеркальные? звезды, которые смотрелись как технический брак. С тех пор на каждом листе маркируем лицевую сторону ещё до подачи в пресс.
Звездчатые листы сложнее хранить – выступающие лучи цепляются друг за друга. Пришлось разработать специальные прокладки из вспененного полиэтилена – обычный картон не спасает.
При монтаже на высоте важно учитывать парусность – даже у перфорированного листа она на 40% выше, чем у сплошного. В Новосибирске был случай, когда монтажники не закрепили временные фиксаторы – ветром сорвало три панели. Теперь в инструкции отдельным пунктом прописываем порядок раскрепления.
Для транспортировки длинномерных листов (более 3 м) используем траверсы с вакуумными захватами – стропы повреждают кромки звезд. Это увеличивает стоимость доставки, но сохраняет геометрию узора.
Раньше звёздчатую перфорацию делали только на гидравлических прессах – сейчас перешли на электромеханические с ЧПУ. Точность позиционирования повысилась до 0.1 мм – можно создавать сложные композиции из звезд разного размера.
Интересный прорыв – комбинированные штампы для одновременной перфорации и гибки. Например, для потолочных панелей делаем звезды с отбортованными краями – и декоративно, и жёсткость добавляет.
С 2022 года тестируем лазерную перфорацию для экспериментальных проектов – пока дорого, но позволяет создавать звёзды с переменной толщиной луча. Возможно, через пару лет это станет новым стандартом для премиум-сегмента.
Сегодня перфорированный металлический лист в форме звезды – уже не экзотика, а рабочий инструмент для архитекторов. Но каждый новый проект заставляет искать баланс: между чёткой геометрией и технологическими допусками, между визуальной лёгкостью и конструкционной прочностью. Главное – не гнаться за сложностью ради сложности. Иногда простая звезда с правильно рассчитанными параметрами смотрится выигрышнее витиеватого узора.
P.S. На сайте АО Хэбэй Вэйцзя (https://www.weijia.ru) выложили обновлённый каталог с расчётными формулами – там есть и параметры для звездчатых узоров. Рекомендую свериться перед заказом – сэкономит время на переделках.