Когда слышишь 'перфорированный лист из нержавеющей стали', многие сразу представляют себе обычную дырчатую пластину. Но на деле это сложный продукт, где каждая деталь — от марки стали до геометрии отверстий — влияет на конечный результат. Часто заказчики недооценивают важность подбора параметров под конкретные условия эксплуатации.
Начнем с базового момента — выбор марки стали. Для пищевой промышленности, например, нужна AISI 304, а для химической среды — 316L с молибденом. Помню, как на одном из объектов в Новосибирске пришлось заменять партию листов из-за неучтенного воздействия хлоридов. Клиент сэкономил на марке стали, а в итоге получил коррозию через полгода эксплуатации.
Толщина материала — еще один критичный параметр. При работе с перфорированным листом толщиной менее 1 мм возникает риск деформации при штамповке. Особенно если речь идет о сложном рисунке перфорации. На нашем производстве в Аньпине для тонких листов применяем предварительный отжиг — это снижает внутренние напряжения.
Что касается оборудования — современные гидравлические прессы позволяют добиться точности до 0,1 мм. Но здесь есть нюанс: при перфорации твердых марок стали типа 430 инструмент изнашивается на 30% быстрее. Приходится постоянно мониторить состояние пуансонов.
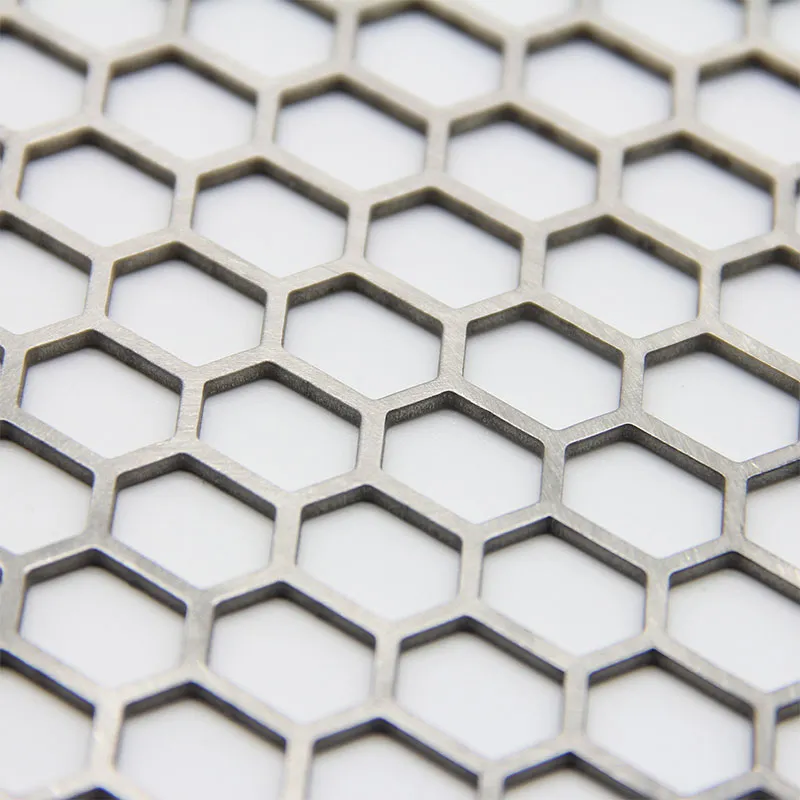
Геометрия отверстий — это не только эстетика. Круглые отверстия дают максимальную прочность, но шестигранные обеспечивают лучшую пропускную способность. Для фильтрационных систем часто используем щелевые перфорации, хотя их производство сложнее — требуется специальная оснастка.
Шаг перфорации влияет на жесткость готового изделия. Оптимальным считаем соотношение 60/40 (60% площади — отверстия, 40% — материал). Но для вибросит в горной промышленности приходится уменьшать до 50/50 — иначе ресурс снижается вдвое.
Интересный случай был с заказом для кафе в Сочи — требовался декоративный экран с индивидуальным рисунком. Пришлось разрабатывать специальную программу для ЧПУ, чтобы воспроизвести волнообразный узор. Кстати, такие нестандартные заказы мы как раз берем через сайт АО Хэбэй Вэйцзя Металлические Сетки — там можно загрузить техническое задание прямо в форму обратной связи.
При монтаже часто возникают проблемы с креплением. Для листов толщиной до 2 мм лучше использовать заклепки, а не сварку — меньше риск термической деформации. Особенно это актуально для фасадных систем, где важна геометрия.
Установка в агрессивных средах требует дополнительной обработки кромок. После резки лазером обязательно нужно удалять окалину — она становится очагом коррозии. На производстве мы используем пассивацию, но для особо ответственных объектов рекомендуем электрополировку.
Запомнился проект для очистных сооружений в Красноярске — пришлось комбинировать разные типы перфорации на одном листе. В верхней части — крупные отверстия для грубой фильтрации, в нижней — мелкие для тонкой. Такое решение позволило увеличить межсервисный интервал на 40%.
Визуальный контроль — только первый этап. Обязательно проверяем твердость по краям отверстий — при неправильной штамповке может появиться наклеп. Используем метод Роквелла, особенно для ответственных партий.
Частый дефект — смещение рисунка перфорации. Даже отклонение в 0,5 мм критично при сборке модульных конструкций. В таких случаях приходится переналаживать подающие механизмы — обычно проблема в износе направляющих.
Для проверки коррозионной стойкости проводим солевые тесты. Стандарт — 96 часов в камере, но для северных регионов увеличиваем до 150 часов. Как показала практика, этого достаточно для оценки поведения материала в условиях морского климата.
Стоимость перфорированного листа сильно зависит от коэффициента использования материала. При классической шахматной перфорации отходы составляют около 22%, но при использовании специальных программ раскроя можно снизить до 15%. Именно этим мы занимаемся на производственной базе в уезде Аньпин.
Логистика — отдельная статья экономии. Листы с крупной перфорацией можно упаковывать в паллеты с прокладками, а для мелких отверстий нужна индивидуальная упаковка — иначе возможны повреждения при транспортировке.
Интересный опыт — поставка для нефтегазового месторождения в Ямало-Ненецком округе. Пришлось разработать складскую программу 'под проект' — производить партии точно в срок монтажа. Это позволило клиенту сэкономить на хранении, а нам — оптимизировать загрузку цеха.
Сейчас активно развивается направление архитектурного применения. Например, вентилируемые фасады с перфорированными панелями — здесь важна не только функциональность, но и эстетика. Мы даже начали производить листы с градиентной перфорацией, где плотность отверстий изменяется по высоте.
Еще одно интересное применение — шумопоглощающие экраны вдоль автодорог. Комбинируя разные типы перфорации и толщины материала, удается добиться снижения шума на 15-20 дБ. Правда, здесь требуется дополнительная тестовая сертификация.
На сайте weijia.ru мы регулярно публикуем кейсы по нестандартным применениям — от сит для сельского хозяйства до элементов систем вентиляции. Это помогает клиентам лучше понимать возможности материала.
В целом, работа с перфорированным листом — это постоянный поиск баланса между технологическими возможностями и практическими требованиями. Каждый новый проект заставляет пересматривать стандартные подходы и искать неочевидные решения. Главное — не бояться экспериментировать, но всегда проверять теорию практикой.