Когда слышишь ?перфорированный лист?, многие представляют просто дырявый металл, но на деле это сложный продукт, где каждая отверстие – результат точного расчёта. В нашей практике с 2010 года были случаи, когда клиенты заказывали листы без учёта направления проката, а потом удивлялись, почему сетка рвётся под нагрузкой. Вот с таких мелочей и начнём.
Часто заказчики требуют минимальный шаг между отверстиями, не учитывая потерю жёсткости. Помню проект для химического завода в Тольятти – заказали лист с шагом 2 мм из нержавейки AISI 304, а после монтажа конструкция ?повела? от температурных расширений. Пришлось экстренно переходить на шахматное расположение отверстий с усилением рёбер.
Шахматная перфорация даёт выигрыш в прочности до 40% против линейной, но это не панацея. Если толщина стали меньше 1 мм, даже такой вариант не спасёт от деформации. Мы в АО Хэбэй Вэйцзя Металлические Сетки после того случая добавили в калькулятор автоматический расчёт коэффициента ослабления полотна.
Кстати, о калькуляторах – на сайте weijia.ru есть раздел с примерами расчётов для разных марок стали. Не реклама, а необходимость: без этого 70% клиентов ошибаются с подбором параметров.
С оцинкованной сталью есть тонкость: после перфорации цинковый слой по краям отверстий истончается. Для уличных конструкций это критично – в прошлом году рекламный щит в Сочи рассыпался за зиму именно из-за коррозии в точках перфорации.
Алюминиевые листы перфорируем только на гидравлических прессах – механические дают микротрещины. Проверяли на образцах для пищевого цеха в Казани: при частоте отверстий 15% и выше механическая перфорация приводила к нарушению санитарных норм из-за скапливания бактерий в трещинах.
Самое капризное – медь. Здесь важен не только шаг, но и угол заточки пуансона. Для декоративных фасадов в Москве использовали пуансоны с полировкой – иначе края отверстий получались с заусенцами. Дорого, но альтернатив нет.
Мало кто учитывает, что по краям листа перфорация должна быть реже. Стандартный брак – когда от края до первого отверстия меньше 1.5 толщины материала. В итоге при резке сетка ?плывёт? именно с этих мест.
Мы для критичных объектов типа элеваторов всегда делаем пробный лист с разной плотностью перфорации по зонам. Да, дороже на 20%, но зато избегаем рекламаций по геометрии.
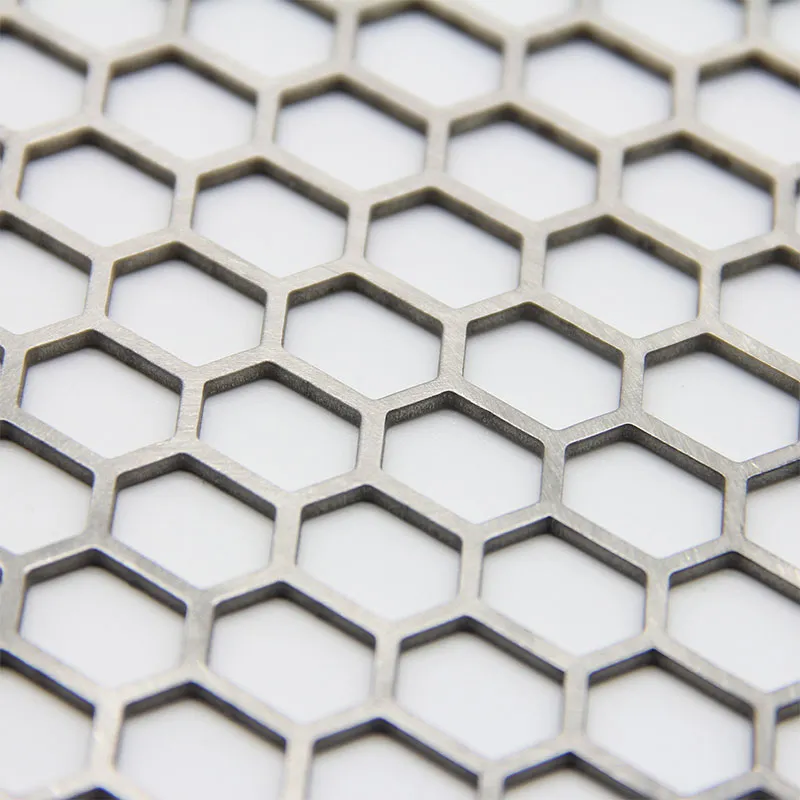
Для фильтров важен не диаметр отверстий, а их геометрия. Круглые отверстия забиваются на 30% быстрее шестигранных – проверяли на нефтяных фильтрах для НПЗ в Уфе. Но шестигранная перфорация увеличивает стоимость на 45%.
Ещё момент: для вибросит перфорацию нужно согласовывать с амплитудой колебаний. Была история, когда на производстве стройматериалов заказали лист с треугольными отверстиями, а после месяца работы 60% отверстий деформировались. Оказалось, резонансная частота совпала с шагом перфорации.
Сейчас для таких случаев мы делаем тестовые образцы 200х200 мм с разной перфорацией. Клиенты сначала ворчат на стоимость, но потом благодарят – экономия на замене фильтров окупает тесты за два месяца.
Перфорированные листы толщиной от 3 мм требуют особой упаковки – стандартная стрейч-плёнка не защищает кромки. В 2022 году отгрузили партию в Красноярск без уголков, и 15% листов получили повреждения перфорации от трения при перевозке.
Теперь всегда используем ПВХ-профиль по краям, даже если клиент не указал в заказе. Это добавляет к стоимости 3-5%, но сохраняет геометрию отверстий.
Для листов с мелкой перфорацией (отверстия менее 1 мм) вообще не рекомендуем транспортировку в вертикальном положении – под собственным весом сетка деформируется. Лучшая практика – паллеты с ячейками под каждый лист.
Лазерная перфорация кажется идеальной, но при толщине свыше 6 мм появляется конусность отверстий. Для архитектурных решёток это неприемлемо – видна разница в светотени. Приходится комбинировать: лазерная разметка + гидравлическая пробивка.
На производстве АО Хэбэй Вэйцзя Металлические Сетки после нескольких неудачных экспериментов с лазером вернулись к классическим штампам для ответственных объектов. Да, дольше на 15%, но стабильное качество краёв.
Часто пытаются сэкономить на материале, увеличивая процент перфорации. Максимальный рабочий показатель – 50% для нержавейки и 35% для чёрной стали. Выше – лист превращается в фольгу с дырками.
Помню заказ от частной мастерской: просили перфорировать лист 1.5 мм с шагом 0.8 мм. Уговорили сделать тестовый образец – клиент сам убедился, что сетка рвётся под пальцами. В итоге взяли вариант с чередованием зон плотности.
Сейчас при заказе на weijia.ru всегда предлагаем три варианта перфорации с разными характеристиками. 80% клиентов выбирают средний вариант – золотая середина между ценой и прочностью.
В итоге скажу: перфорированный лист – не просто железка с дырками. Это инженерное изделие, где мелочи типа направления проката или заточки штампа решают всё. Лучше потратить время на расчёт, чем потом переделывать конструкцию. Проверено на десятках объектов – от садовых решёток до промышленных фильтров.