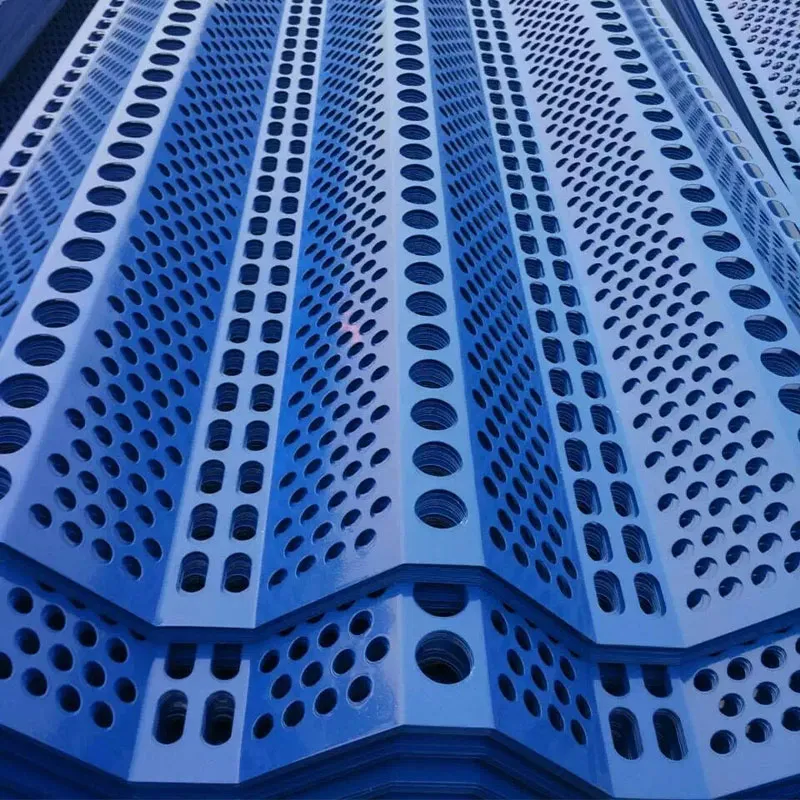
Вот что важно: перфорация — это не просто дырки в металле, а расчёт на микронные допуски, где ошибка в шаблоне губит всю партию. Многие до сих пор путают декоративную перфорацию с технической — и платят за это браком на объектах.
Когда мы начинали с перфорированные металлические листы для фильтров в 2012-м, думали — главное точность станка. Оказалось, критичен подбор марки стали ещё до резки. Нержавейка AISI 304 пружинит при пробивке, если толщина превышает 2 мм — приходится делать поправку на упругость, которую не найдёшь в ГОСТах.
Как-то раз заказчик требовал перфорацию с шагом 0.8 мм на оцинкованной стали. Казалось бы, рядовая задача. Но при тестовой пробивке край отверстия загибался — цинковое покрытие отслаивалось чешуйками. Спасла предварительная прокатка заготовки через валки с подогревом до 80°C. Такие нюансы не пишут в каталогах.
Кстати, о толщинах: для декоративных фасадов идеален диапазон 0.7-1.2 мм, а для промышленных сит — строго 0.5-0.8 мм. Разница в процентах брака — до 30%!
Наше ЧПУ от JFY сначала давало погрешность в 0.1 мм — неприемлемо для сеток сортировки щебня. Пришлось совместно с инженерами из АО Хэбэй Вэйцзя Металлические Сетки дорабатывать систему крепления штампов. Теперь на https://www.weijia.ru в разделе ?Технологии? есть видео этой доработки — клиенты ценят такие подробности.
Гидравлические прессы хороши для толщин от 3 мм, но при работе с тонколистовой латунью возникают проблемы с вытяжкой. Запомнился случай, когда заказчик принёс образец перфорации с неравномерным шагом — сказал, ?так красивее?. Пришлось перепрограммировать контроллер под нелинейный алгоритм. Получилось, но время настройки съело всю прибыль.
Лазерная перфорация? Да, точнее, но для серийных заказов от 500 м2 экономически невыгодна. Хотя для художественных панно — незаменима.
С нержавеющей сталью AISI 316 есть парадокс: при перфорации отверстия диаметром менее 1 мм дают микротрещины по краям. Решение нашли эмпирически — увеличили скорость пробивки на 15% и добавили промежуточный отжиг каждые 200 отверстий.
Алюминиевые сплавы АМг6 — отдельная история. При перфорации ?втык? без предварительного нагрева матрица изнашивается за одну смену. В АО Хэбэй Вэйцзя Металлические Сетки после серии испытаний разработали комбинированные пуансоны с карбид-вольфрамовым напылением — срок службы увеличился втрое.
Медь и её сплавы требуют особого подхода к охлаждению инструмента. Как-то пришлось экстренно останавливать линию — заклинило матрицу из-за налипания частиц меди. Теперь используем воздушное охлаждение с каплями антиадгезионной эмульсии.
В 2019-м делали перфорированные металлические листы для вентиляционного фасада в Сочи. Клиент хотел комбинированную перфорацию с узором ?волна?. Через полгода позвонил — в местах с высокой плотностью отверстий пошли коррозийные пятна. Оказалось, морской воздух взаимодействовал с краской на кромках отверстий. Пришлось переходить на порошковое окрашивание после перфорации, а не до — урок стоил 200 тыс. рублей.
А вот удачный пример: для элеватора в Ростовской области сделали сита из перфорированные металлические листы с конусными отверстиями. Идея пришла после посещения зернохранилища — увидел, как обычные цилиндрические отверстия забиваются шелухой. Коническая форма снизила засоряемость на 40%.
Ещё один провал — попытка сделать декоративный экран с перфорацией в виде логотипа компании. Хотели сэкономить на разработке шаблона, использовали упрощённый алгоритм. В результате мелкие детали ?поплыли? — пришлось переделывать за наш счёт.
Нефтегазовые компании часто запрашивают перфорированные металлические листы для фильтров скважинного оборудования. Тут главное — соблюдение ТУ . Но даже при сертифицированном производстве бывают накладки — как с ?Роснефтью? в 2021-м, когда партия прошла все испытания, но на объекте листы не стыковались с рамами. Выяснилось — заказчик предоставил устаревшие чертежи креплений.
С архитекторами сложнее: они хотят эстетики, но не всегда понимают технологические ограничения. Приходится объяснять, что перфорация с шагом менее 3 мм на листах 1200х2400 мм ведёт к деформации плоскости. В АО Хэбэй Вэйцзя Металлические Сетки для таких случаев разработали таблицы соотношений толщины металла и минимального шага перфорации.
Сельхозпроизводители — особая категория. Нужно балансировать между ценой и стойкостью к абразивному износу. Для зерноочистительных машин сейчас перешли на сталь 65Г с закалкой после перфорации — хоть и дороже на 20%, но срок службы увеличился вдвое.
Сейчас экспериментируем с перфорацией титановых сплавов — спрос растёт со стороны авиастроителей. Проблема в том, что стандартные пуансоны не выдерживают более 50 циклов. Тестируем кобальтовые сплавы совместно с технологами из АО Хэбэй Вэйцзя Металлические Сетки — пока результаты обнадёживающие.
Намечается тренд на комбинированные материалы — например, биметаллические листы с перфорацией только в одном слое. Технологически сложно, но для химической промышленности перспективно.
И да — постепенно уходим от полной автоматизации. Для спецзаказов вернули оператора-настройщика на каждую смену. Человеческий глаз пока точнее определяет момент начала износа штампа, чем датчики.