Если думаете, что перфорация — это просто дырки в металле, лет через пять перечитаете этот текст с другой интонацией. Заметки на коленке между проверкой партии и звонком технологу.
В прошлом месяце пришлось объяснять заказчику из Краснодара, почему его перфорированная стальная пластина для сушильного барабана пошла волной после двух недель работы. Оказалось, он купил оцинковку 0.8 мм вместо нержавейки — щелочная среда съела защитный слой за 10 дней. Такие истории случаются, когда люди экономят на консультации.
У нас в АО Хэбэй Вэйцзя Металлические Сетки с 2008 года ведём журнал отказов — толстая папка с фотографиями деформированных образцов. Самые частые случаи: неправильный подбор марки стали для агрессивных сред и ошибки в расчёте нагрузки на перфорированный лист. Особенно критично в химической промышленности и на элеваторах.
Кстати, для пищевых производств сейчас всё чаще берут перфорацию с лазерной резкой вместо штамповки — кромки получаются чище, нет заусенцев. Но и цена выше процентов на 15-20. На нашем сайте https://www.weijia.ru есть сравнительная таблица по разным технологиям изготовления, я её составлял на основе трёхлетних испытаний в цехе.
Круглые отверстия — классика, но если клиент просит шестигранники ?для красоты?, всегда предупреждаю про потерю прочности. Углы — концентраторы напряжения, это каждый технолог знает, но дизайнеры часто забывают. Как-то раз переделывали партию для мебельного цеха: креативный директор настоял на звёздочках, а после первого же теста на вибрацию по швам пошли трещины.
В провинции Хэбэй, где находится наше производство, климатические особенности влияют на выбор шага перфорации. При высокой влажности слишком частая перфорация быстрее корродирует — проверяли на образцах, выставленных на открытом воздухе. Раз в полгода обновляем данные по коррозионной стойкости в зависимости от схемы расположения отверстий.
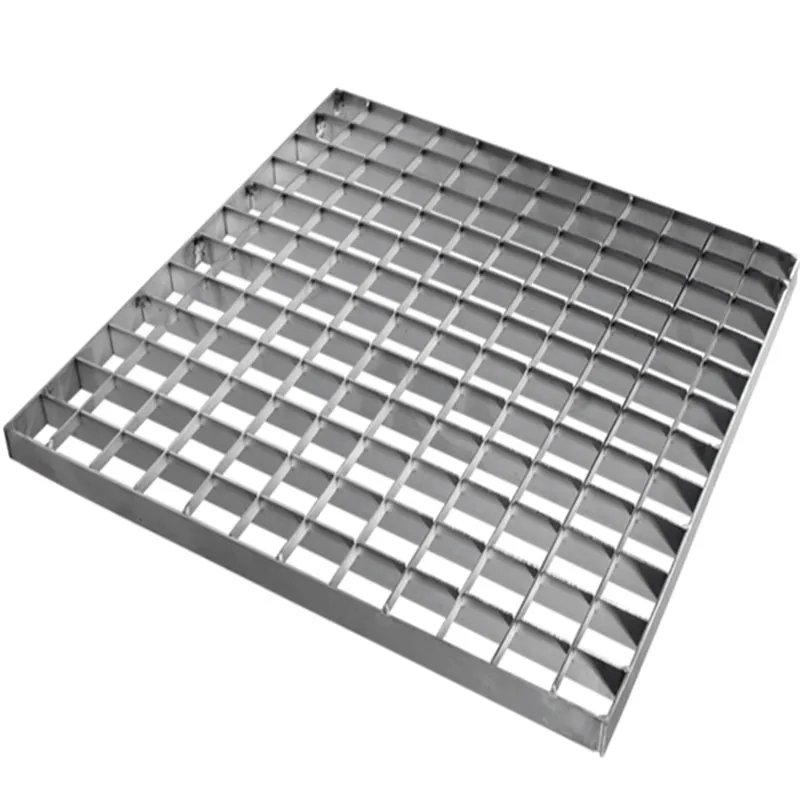
Интересный момент: при заказе перфорированная стальная пластина с квадратными ячейками многие не учитывают ориентацию относительно направления проката. А от этого зависит, как поведёт себя лист под нагрузкой — может выгнуться ?лодочкой?. Мы сейчас в АО Хэбэй Вэйцзя Металлические Сетки внедрили маркировку направления проката прямо на упаковке — мелочь, а клиенты благодарят.
Был случай: заказали перфорированные листы 2 мм для силоса, расчётное давление 3 атмосферы. А через месяц — авария. Выяснилось, что проектировщик не учёл абразивный износ от зерна — фактически толщина рабочей стенки уменьшилась до 1.2 мм за счёт истирания. Теперь всегда спрашиваем про абразивные нагрузки.
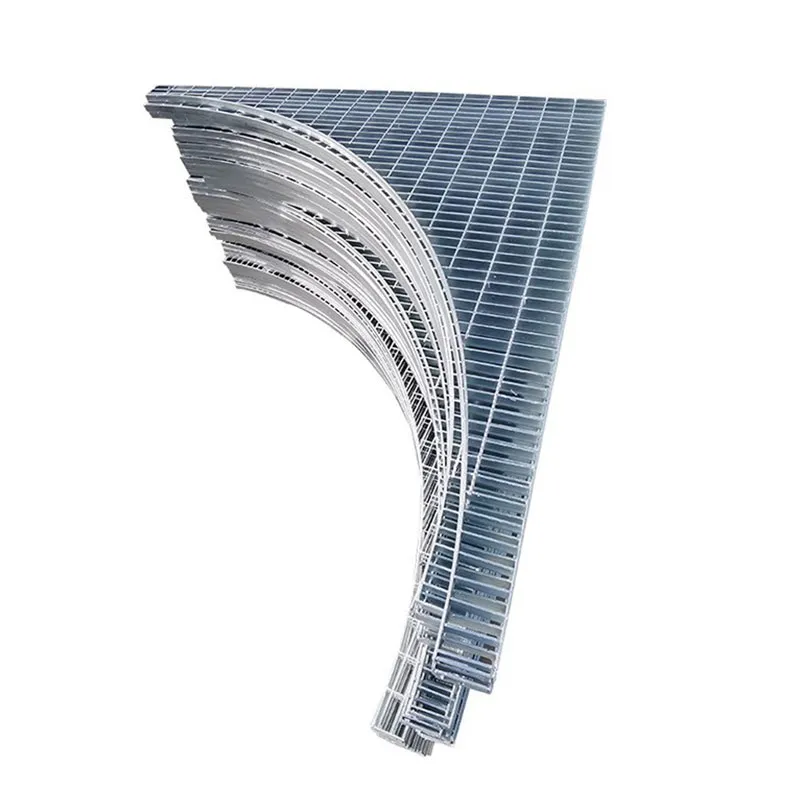
Для навесных вентилируемых фасадов вообще отдельная история. Видел объект, где перфорированная стальная пластина 1.5 мм использовалась как декоративный экран — монтажники сэкономили на крепеже, поставили точки реже, чем по проекту. После урагана несколько листов сорвало. Хорошо, что никто не пострадал.
В наших техкартах появился дополнительный параметр — ?эквивалентная толщина? после перфорации. Для круглых отверстий диаметром 10 мм с шагом 15 мм, например, фактическая несущая способность соответствует сплошному листу толщиной примерно 0.7 от исходной. Это упрощает диалог с конструкторами.
Штамповка vs лазер — вечный спор. Для крупных серий однозначно штамповка выгоднее, но есть тонкость: при толщине свыше 6 мм штамп быстрее изнашивается, увеличивается вероятность сколов по кромке. Мы в АО Хэбэй Вэйцзя Металлические Сетки для таких случаев держим отдельный набор инструмента из более стойкой стали.
Температура в цехе влияет на точность перфорации — зимой при +15 и летом при +35 разница в размерах отверстий может достигать 0.1 мм. Не критично для строительных лесов, но для технологического оборудования уже существенно. Пришлось устанавливать климат-контроль в прессовом отделении.
Самая обидная ошибка — когда качественная перфорированная стальная пластина портится при транспортировке. Разработали многослойную прокладку из вспененного полиэтилена между листами — кажется ерундой, но количество рекламаций снизилось на треть. Такие детали не в ГОСТах, а в практике.
Упаковка — отдельная головная боль. Плёнка против конденсата, деревянные прокладки для вентиляции, уголки от повреждений при погрузке — всё это увеличивает стоимость, но экономить нельзя. Один раз отгрузили партию без влагопоглотителей — получили ржавые пятна по торцам.
Маркировка — кажется формальностью, но когда на объекте лежат 200 листов с разной перфорацией, без чёткой маркировки монтаж превращается в кошмар. Мы перешли на лазерную гравировку номера партии и параметров прямо на кромке — не стирается, как мелок, и не отклеивается, как бирка.
И главное — никогда не верьте ?аналогичным материалам?. Как-то попробовали заменить сталь одного производителя на более дешёвую — вроде химсостав одинаковый. А после перфорации пошли микротрещины вокруг отверстий. Вернулись к проверенному поставщику, хоть и дороже. Дешевле в итоге.