Если честно, когда слышу 'перфорированная сетка', всегда вспоминаю, как новички путают её с плетёной – будто разница только в цене. На деле же технология перфорации создаёт совершенно другую геометрию отверстий, что влияет на жёсткость и распределение нагрузки. У нас на производстве в Аньпине с 2008 года через руки прошли сотни вариантов, и до сих пор встречаю случаи, когда клиенты заказывают не то, что действительно нужно для их задач.
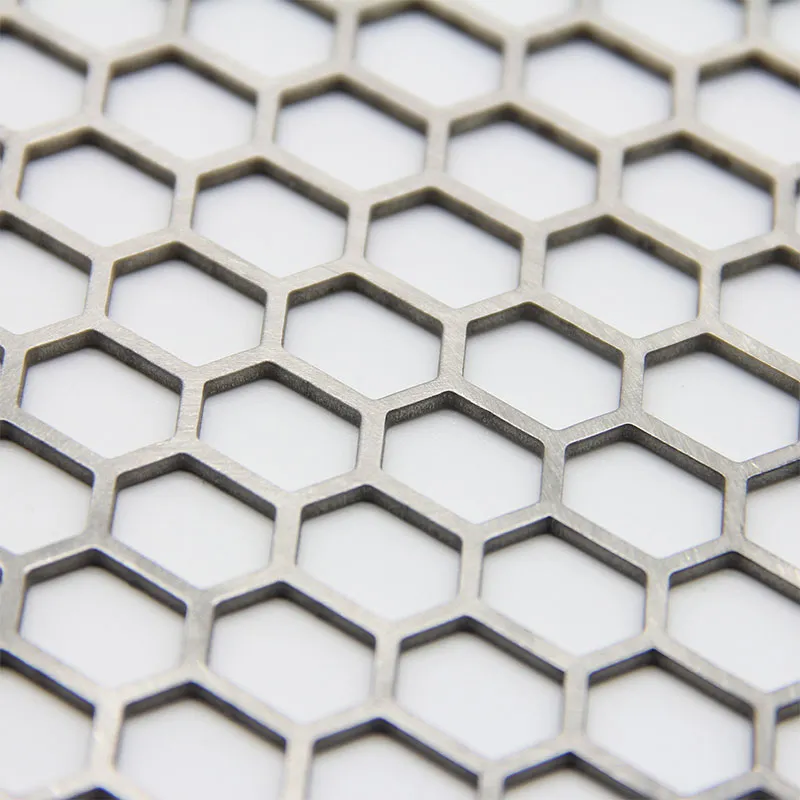
В нашем цеху в Аньпине перфорацию делают на прессах с ЧПУ, но многие до сих пор думают, что можно обойтись ручными станками. Для стандартных отверстий 2-3 мм в нержавейке толщиной 0.8 мм – да, но когда идёт речь о микроперфорации под фильтры, тут уже нужна точность до микрона. Помню, как в 2015 перешли на японские пуансоны, потому что местные изнашивались после 10 тысяч циклов.
Кстати, о материалах: чаще всего берём оцинкованную сталь 08ПС, но для химических производств – нержавейку AISI 304. Была история, когда заказчик требовал титан, но после расчётов поняли, что стоимость сетки превысит цену всего оборудования. В таких случаях предлагаем компромисс – нержавейку с дополнительным полимерным покрытием.
Толщина листа – отдельная тема. Если взять менее 0.5 мм, сетка будет 'играть' под нагрузкой, а свыше 1.2 мм – резко растёт нагрузка на пресс. Для большинства промышленных задач оптимально 0.7-0.9 мм, но это зависит от шага перфорации. Кстати, шаг между отверстиями меньше 1.5 диаметра делать не рекомендуем – лист начинает 'вести'.
Для вибросит в горной промышленности используем перфорированную сетку с треугольным расположением отверстий – так проще добиться равномерного износа. Но многие забывают про амплитуду вибрации: если превысить 5 мм, даже самая прочная сетка начнёт трескаться по краям креплений. Проверено на практике – лучше ставить дополнительные демпферы.
В пищевой промышленности главное – скруглённые края отверстий. Стандартная перфорация оставляет заусенцы, которые собирают бактерии. Приходится делать двойную обработку: сначала штамповка, затем термическая закалка и полировка. Дороже на 15-20%, но без этого сертификацию не пройти.
Интересный случай был с сельхозтехникой: заказали сетку для очистки зерна, а через месяц жалобы на заклинивание. Оказалось, влажное зерно давало конденсат, а сталь без цинкового покрытия начала ржаветь. Теперь всегда уточняем условия эксплуатации – даже если клиент считает это мелочью.
Часто инженеры при расчётах учитывают только статическую нагрузку, забывая про усталость металла. Например, для конвейерных лент с перфорированной сеткой циклические нагрузки могут превышать расчётные в 3-4 раза. Мы в АО 'Хэбэй Вэйцзя' после нескольких таких случаев разработали свои таблицы поправочных коэффициентов.
Ещё один момент – температурное расширение. Для сушильных камер при 200°C нержавейка AISI 304 расширяется на 2-3 мм на метр, что может вызвать провисание. Решение – либо увеличивать натяжение, либо делать компенсационные зазоры в креплениях. Мелочь, но без неё вся конструкция выходит из строя за полгода.
Кстати, о креплениях: сварные рамки хороши для стационарных установок, а для мобильного оборудования лучше болтовое соединение с резиновыми прокладками. Проверяли на грохотах для щебня – сварные швы трескались после 2000 часов работы, а болтовые держались в 3 раза дольше.
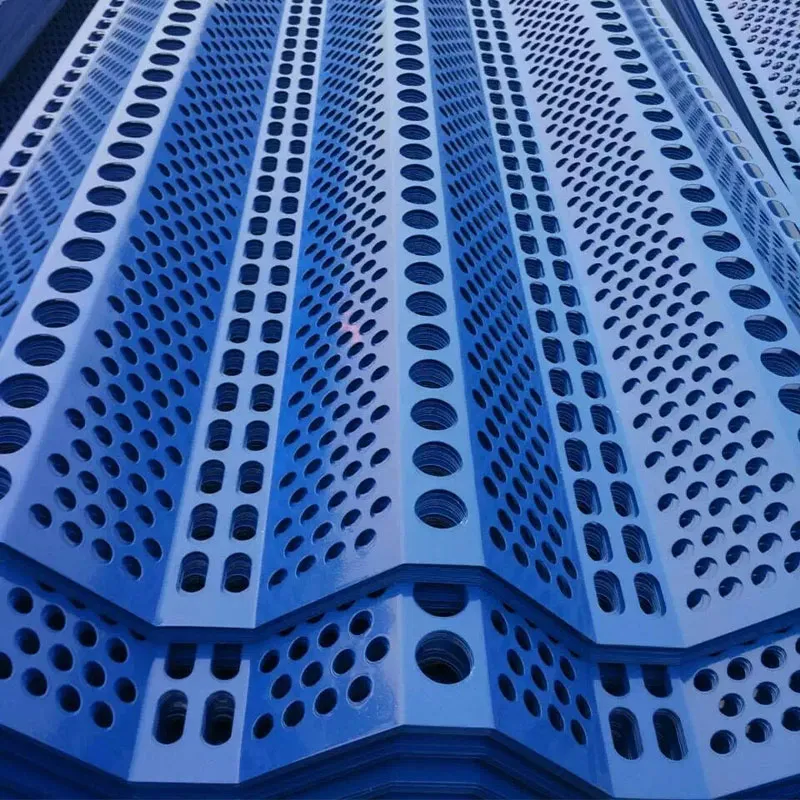
В нашем регионе Хэбэй 70% заказов – для угольной и строительной отрасли, поэтому держим на складе сетку с отверстиями 10-50 мм. А вот для южных регионов чаще требуются мелкие ячейки под фильтрацию в химической промышленности. Интересно, что в последние два года вырос спрос на перфорированные сетки для фасадных систем – видимо, сказывается бум строительства.
Заметил, что европейские клиенты чаще спрашивают сертификаты ISO, а местные больше смотрят на цену. Хотя по факту наше производство соответствует тем же стандартам, просто документальное оформление занимает время. Возможно, стоит упростить процесс получения сертификатов для постоянных клиентов.
Кстати, о качестве: многие конкуренты экономят на отжиге после перфорации, из-за чего в металле остаются напряжения. Мы в АО 'Хэбэй Вэйцзя' всегда делаем термическую обработку, даже если клиент не указывает это в техзадании. Дороже, но зато нет внезапных трещин при эксплуатации.
При монтаже на виброустановки важно равномерное натяжение – перекос даже в 2 мм сокращает срок службы на 30%. Лучше использовать динамометрические ключи с контролем момента затяжки. Да, это увеличивает время монтажа, но зато избегаем внеплановых остановок оборудования.
Для резки сетки рекомендую гидроабразивные станки – лазер оставляет наплывы по краям, которые потом мешают при стыковке. Хотя для тонких листов до 1 мм можно и лазером, если правильно выставить газовую смесь. Кстати, мы на сайте weijia.ru выложили таблицы с рекомендуемыми режимами резки для разных материалов.
Если сетка идёт для наружного применения, обязательно нужно защищать кромки от коррозии. Даже оцинкованная сталь со временем начинает ржаветь на срезах. Мы предлагаем обработку полимерными составами, но некоторые клиенты предпочитают просто покрасить – хватает на год-два, потом нужно перекрашивать.
Сейчас экспериментируем с лазерной перфорацией – получается точнее, но дороже примерно на 40%. Для большинства применений пока нецелесообразно, разве что для медицинского оборудования или аэрокосмической отрасли. Хотя если удастся снизить стоимость...
Интересное направление – комбинированные материалы. Пробовали делать сетку с полимерным напылением на одну сторону – для пищевых конвейеров получилось хорошо, износ уменьшился в 2 раза. Но пока технология сыровата, нужно дорабатывать адгезию покрытия.
Из последних наработок – перфорированные сетки с переменной плотностью отверстий. Например, для фильтров, где нужна разная пропускная способность по зонам. Технически сложно, но уже есть первые успешные тесты. Думаю, через пару лет будет востребовано на рынке.