Когда речь заходит о перфорированных пластинах, многие сразу представляют себе обычные листы с отверстиями. Но на деле это целая наука — от подбора марки стали до геометрии перфорации. В нашей практике бывали случаи, когда заказчик требовал идеально круглые отверстия, но для конкретных условий вибрационной сортировки лучше подходили шестигранные ячейки. Вот этот зазор между ожиданиями и реальными эксплуатационными характеристиками — как раз то, с чем мы постоянно работаем.
Начнем с базового момента: не всякая сталь подходит для перфорации. Например, нержавеющая марка AISI 304 хороша для пищевой промышленности, но при работе с абразивными материалами быстро изнашивается. Мы в АО Хэбэй Вэйцзя Металлические Сетки как-то экспериментировали с закалкой низкоуглеродистой стали — результат оказался на 30% долговечнее стандартных решений. Правда, пришлось пересматривать технологию пробивки: матрицы изнашивались вдвое быстрее.
Толщина металла — отдельная история. Клиенты часто просят сделать перфорацию в листе 10 мм, не учитывая, что соотношение диаметра отверстия к толщине должно быть не менее 1:1. При нарушении этого правила получается неаккуратная кромка, да и инструмент ломается. Мы обычно показываем образцы с разными параметрами — так нагляднее.
Интересный случай был с перфорированной пластиной для горнообогатительного комбината. Заказчик настаивал на минимальном шаге между отверстиями, но при тестовых нагрузках материал начал трескаться по линиям перфорации. Пришлось разрабатывать шахматное расположение отверстий с переменным шагом — теперь эта схема стала для нас стандартной для тяжелых условий эксплуатации.
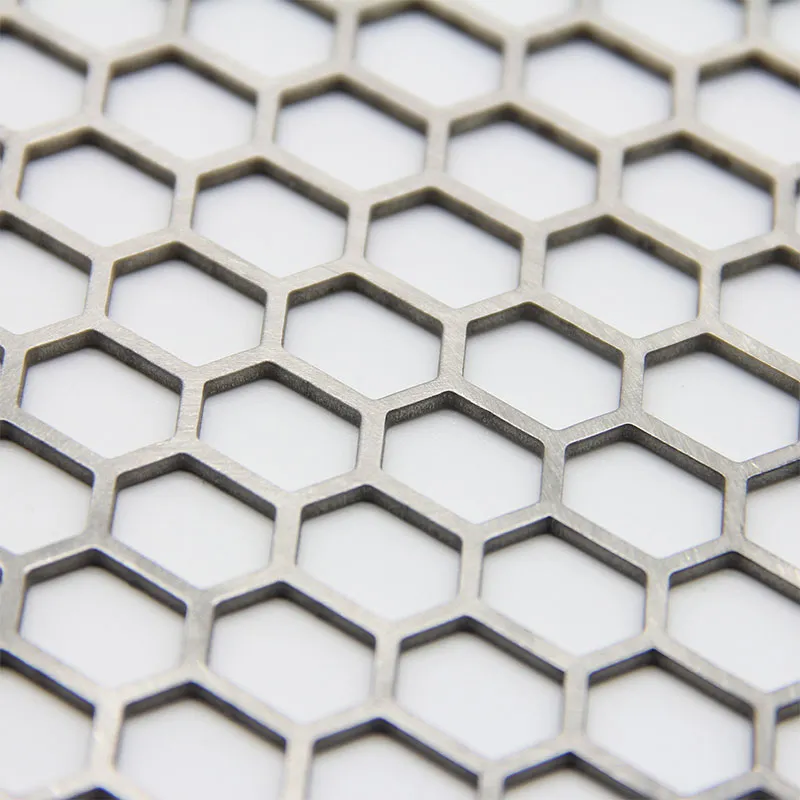
Геометрия отверстий — это не про эстетику, а про функционал. Круглые отверстия дают максимальную пропускную способность, но квадратные лучше держат форму при боковых нагрузках. Для фильтровальных систем мы часто комбинируем разные типы перфорации в одной пластине — центральная зона с мелкой перфорацией, края с усиленной.
Расчет процента перфорации — частая ошибка новичков. Кажется, что 60% перфорации всегда лучше 40%, но на практике при превышении порога в 55% резко падает жесткость конструкции. Особенно критично для вибрационных установок — помним случай, когда переперфорированный лист разрушился через неделю работы.
В наших проектах для химической промышленности пришлось учитывать коррозионные факторы. Стандартная перфорированная пластина с острыми кромками отверстий быстрее подвергалась коррозии. Решение — специальная обработка кромок с увеличением радиуса скругления. Дороже, но срок службы увеличился втрое.
Крепление перфорированных пластин — тема, которой часто уделяют мало внимания. Сварка точечная деформирует материал возле швов, особенно при толщине до 2 мм. Мы отработали технологию крепления на заклепках с резиновыми прокладками — уходит проблема вибрации и коррозии в точках крепления.
Для крупногабаритных конструкций важен вопрос стыковки. Идеально ровные стыки — редкость, поэтому мы разработали систему пазовых соединений с компенсационными зазорами. Особенно актуально для фасадных систем, где термическое расширение достигает 5-7 мм на 10-метровой панели.
Транспортировка — отдельный вызов. Перфорированные пластины толщиной 0.8-1.2 мм склонны к деформации при погрузке. Пришлось создавать специальные деревянные кассеты с фиксацией по углам. Мелочь, но без нее до 30% продукции приходило с вмятинами.
В горнодобывающей отрасли требования к перфорированным пластинам особые — ударные нагрузки плюс абразивный износ. Стандартные решения здесь не работают. Мы для одного из комбинатов делали пластины с двойным упрочнением — поверхностная закалка плюс наплавка твердого сплава по кромкам отверстий. Ресурс увеличился с 3 месяцев до 2 лет.
Пищевая промышленность — совсем другие вызовы. Здесь важна чистота кромок и отсутствие зазоров, где могут скапливаться бактерии. Наше решение — лазерная резка вместо штамповки с последующей электрополировкой. Дороже, но соответствует санитарным нормам.
Для архитектурных решений приходится балансировать между прочностью и эстетикой. Интересный проект был с вентилируемым фасадом — требовалась пластина с узорной перфорацией, но при этом выдерживающая ветровые нагрузки. Рассчитали переменную толщину материала — в зонах с максимальной перфорацией толщина больше.
За 15 лет работы накопились наблюдения, которые не найдешь в учебниках. Например, перфорированные пластины в наружных установках лучше служат, если отверстия направлены под углом к основной ветровой нагрузке. Снижает вибрацию и шум.
Еще один нюанс — цвет покрытия. Темные матовые поверхности визуально скрывают деформации и загрязнения, но сильнее нагреваются на солнце. Для южных регионов рекомендуем светлые оттенки либо перфорацию с повышенным процентом открытой площади.
Текущие проекты АО Хэбэй Вэйцзя Металлические Сетки включают разработку перфорированных пластин с изменяемой геометрией ячеек — для регулируемых фильтрующих систем. Технологически сложно, но перспективно. Уже есть прототипы с механическим изменением площади перфорации.
Стоимость перфорированной пластины часто считают по весу, но это ошибочный подход. Гораздо важнее коэффициент использования материала и трудоемкость обработки. Мы пересмотрели раскрой листов и добились уменьшения отходов с 22% до 11% — существенная экономия при крупных заказах.
Сроки производства — больное место отрасли. Стандартные 14 дней многих не устраивают. Внедрили систему срочных заказов с использованием унифицированных матриц — теперь 70% типовых позиций отгружаем за 3 рабочих дня.
Логистика — отдельная статья экономии. При отгрузке в СНГ перешли на специализированные контейнеры с ячейковыми разделителями. Повреждение продукции снизилось с 8% до 0.5%, что в деньгах покрывает затраты на упаковку.