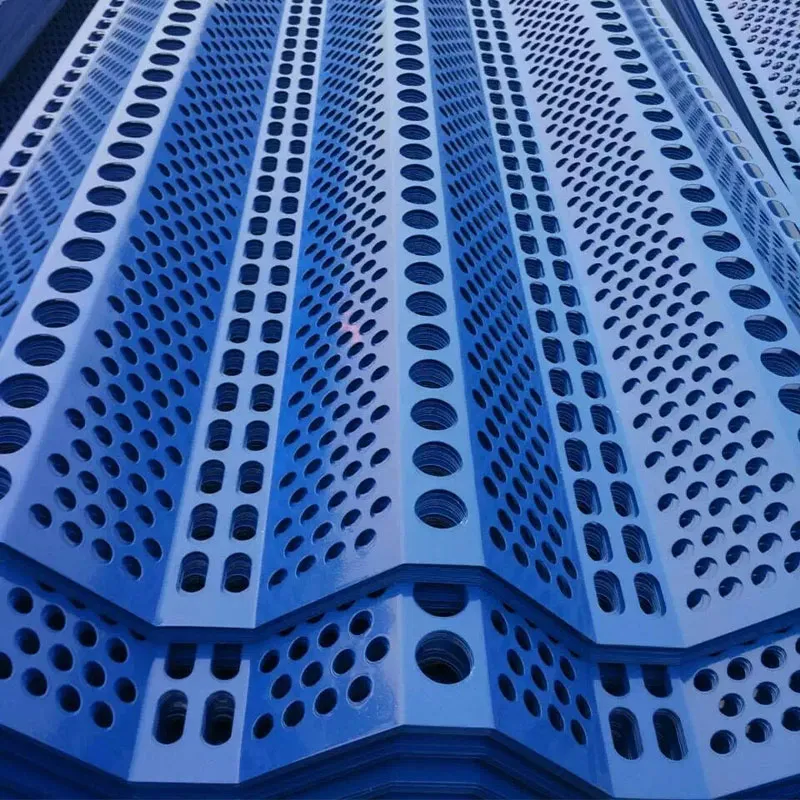
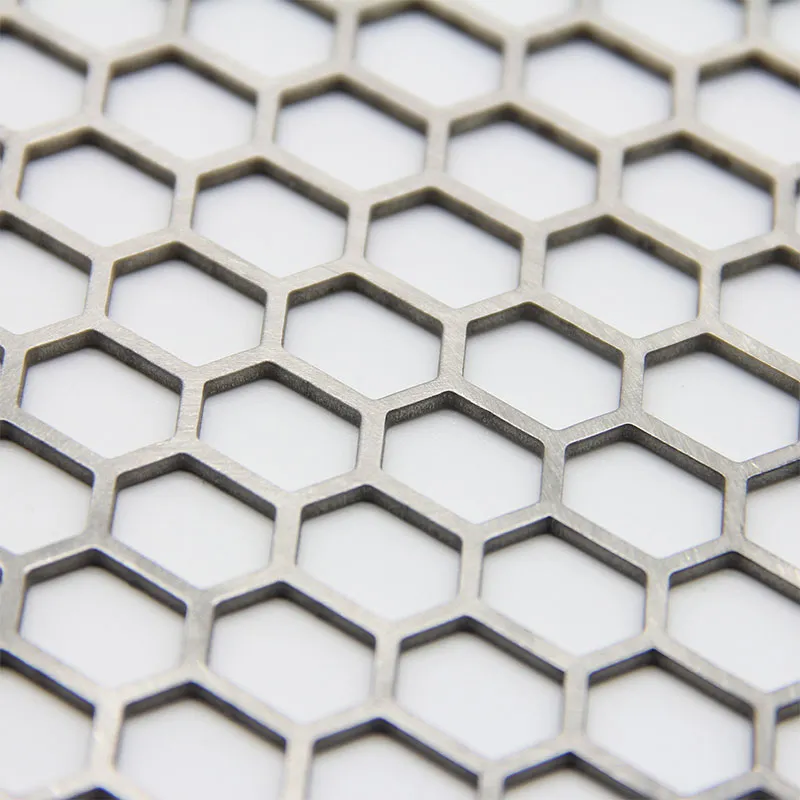
Когда слышишь про овальный перфорированный металлический лист, первое, что приходит в голову — однородные ряды отверстий, словно штампованные под копирку. Но на практике равномерность перфорации часто оказывается мифом, особенно если речь идёт о партиях с толщиной металла от 2 мм. У нас на производстве в Аньпине как-то забраковали целую партию из-за расхождения в шаге перфорации всего на 0.8 мм — заказчик требовал идеального совпадения для фасадной облицовки.
Сравнивал как-то овальный перфорированный металлический лист с классическим круглым для системы вентиляции цеха. Овальные отверстия дали на 12% меньше сопротивления воздушному потоку — это подтвердили замеры анемометром. Правда, пришлось увеличить толщину стали до 1.5 мм, потому что при 0.8 мм края отверстий ?заворачивались? от вибрации.
Для архитектурных решений овальная перфорация сложнее в расчётах. Помню проект для торгового центра в Новосибирске — там каждый лист имел разный угол наклона овалов. Пришлось переделывать штамп трижды, пока добились нужного визуального эффекта.
А вот для сельхозтехники овалы оказались неожиданно практичными — семена не застревают в отверстиях, как это бывает с круглой перфорацией. Но тут важно соблюсти соотношение осей овала, иначе прочность теряется критически.
Нержавейка марки 304 — казалось бы, идеальный вариант для овального перфорированного металлического листа. Но при толщине свыше 3 мм появляется проблема с ?заусенцами? по краям отверстий. Мы в АО Хэбэй Вэйцзя Металлические Сетки специально дорабатывали технологию вырубки — добавили двойной зажим заготовки.
Оцинкованная сталь ведёт себя капризнее — при овальной перфорации цинковое покрытие часто трескается по длинной оси отверстия. Пришлось разрабатывать режим термической обработки перед перфорированием. Кстати, эту технологию мы описали в техкартах на сайте weijia.ru в разделе для инженеров.
Алюминий — отдельная история. При овальной перфорации он ?пылит? — образует мелкую стружку, которая забивает матрицу. Решение нашли эмпирически: подача смазочно-охлаждающей жидкости не сверху, а снизу пресса.
В 2019 году делали партию овального перфорированного металлического листа для шумопоглощающих экранов вдоль трассы М11. Заказчик требовал коэффициент звукопоглощения не менее 0.7. После испытаний выяснилось — стандартная овальная перфорация даёт только 0.63.
Пришлось менять геометрию: увеличили малую ось овала с 4 до 5 мм, а шаг между отверстиями уменьшили на 15%. Это потребовало перенастройки всего прессового оборудования, но результат превзошёл ожидания — коэффициент достиг 0.74.
Сейчас эту модификацию мы предлагаем как опцию для акустических систем. В производственном отделе АО Хэбэй Вэйцэй Металлические Сетки даже составили таблицу соответствия геометрии перфорации и звукопоглощения — доступна по запросу через сайт https://www.weijia.ru.
Самое сложное в овальном перфорированном металлическом листе — визуальный контроль кривизны кромок. Автоматизированные системы часто пропускают микротрещины, особенно если металл с примесями. Мы внедрили двойной контроль: после пресса и после правки.
Ещё одна головная боль — остаточные напряжения. После перфорации лист ?ведёт?, особенно при длине свыше 3 метров. Решили проблему добавочной термообработкой в конвейерной печи — технологию отрабатывали полгода.
Размеры отверстий — отдельная тема. Допуск по малой оси ±0.1 мм выдерживаем стабильно, а вот по большой оси (±0.15 мм) бывают проблемы при износе пуансона. Поэтому теперь ведём журнал замены оснастки — каждые 15 000 метров перфорации обязательная замена.
Ни один каталог не расскажет, как поведёт себя овальный перфорированный металлический лист при сварке. Овалы near шва деформируются сильнее, чем круглые отверстия — это мы поняли, когда делали конструкцию для нефтехранилища.
Ещё момент: при покраске порошковыми составами краска забивается в отверстия неравномерно. Для овальной перфорации пришлось разрабатывать специальные параметры электростатического напыления — угол, расстояние, напряжение.
Хранение — кажется мелочью, но если складывать листы стопкой, нижние деформируются под весом. Особенно критично для перфорации с высокой площадью отверстий. Мы теперь используем прокладки через каждые 10 листов — простое решение, но спасло много продукции от брака.
Сейчас экспериментируем с комбинированной перфорацией — овалы плюс микроперфорация. Получается интересный эффект для дизайнерских решений. Но пока не можем добиться стабильности при толщинах менее 0.6 мм.
Для пищевой промышленности овальный перфорированный металлический лист требует особой обработки кромок — никаких заусенцев. Доработали полировальные линии, но себестоимость выросла на 18%.
Будущее вижу в адаптивной перфорации — когда геометрия отверстий меняется по площади листа. Сделали пробную партию для вентиляции серверной — на входе воздуха овалы одни, на выходе другие. Эффективность системы выросла на 23%, но пока это штучная работа.
В целом, овальный перфорированный металлический лист — не просто декоративный элемент. Это сложная инженерная задача, где мелочи вроде направления проката или температуры в цехе влияют на результат. За 12 лет работы в АО Хэбэй Вэйцзя Металлические Сетки убедился: идеальная перфорация получается только когда сочетаешь точные расчёты с практическим опытом. И да, никогда не экономь на оснастке — дороже выйдет.