Когда слышишь 'лезвие проволоки', половина заказчиков сразу представляет себе готовые сетки в рулонах — и это первая ошибка. На деле же ключевое — это процесс превращения катанки в тот самый острый профиль, где даже отклонение в 0.1 мм на резце меняет геометрию всей партии.
В 2012-м мы на АО Хэбэй Вэйцзя Металлические Сетки столкнулись с партией, где кромка крошилась после оцинковки. Оказалось, проблема была не в стали, а в скорости подачи при формовке — при температуре ниже 60°C цинк ложился неравномерно, создавая микротрещины. Тогда пришлось переработать 12 тонн — урок на миллион, если считать время и электроэнергию.
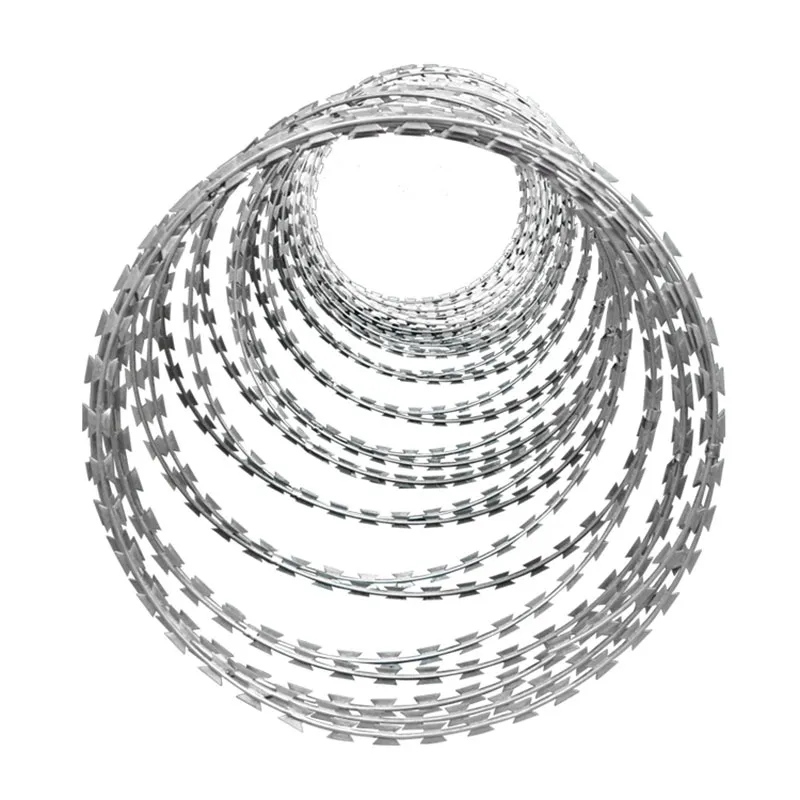
Сейчас на сайте weijia.ru пишут про контроль на каждом этапе, но мало кто уточняет, что главный параметр — угол заточки лезвия. Для колючей проволоки Егожева это 55-60°, а для барьерных сеток — до 30°, иначе либо не держит нагрузку, либо рвётся при натяжении.
Кстати, про натяжение: если видите, что лезвие проволоки идёт волной — это не всегда кривой вал. Чаще виноват износ направляющих роликов, которые мы меняем раз в квартал. На своём старом станке Beka-Max я ставил самодельные бронзовые втулки — ресурс увеличился втрое, но пришлось пересчитывать шаг навивки.
Многие грешат на китайские станки, но у нас на производстве два японских Okamoto показывают такой же процент брака, как и местные аналоги — просто потому, что катанку берём разную. Для лезвие проволоки ГОСТ 3282-74 не панацея: если в стали больше 0,2% меди, при гальванике появляются раковины.
Как-то раз взяли партию с Урала — вроде бы сертификаты идеальные, а после волочения пошли продольные трещины. Металлографка показала включения сульфидов, которые не увидеть без травления. С техпыом weijia.ru внедрили выборочную проверку шлифов — брак упал на 7%, но время подготовки к партии выросло.
Самое сложное — поймать момент, когда нож начинает 'уставать'. На новых станках есть датчики, но мы до сих пор ставим пробные метки мелом: если линия смазывается через 3-4 витка — пора точить. Старое правило, зато работает без сбоев.
При температуре ниже -15°C высокоуглеродистая проволока для лезвие проволоки становится хрупкой — это все знают. Но мало кто учитывает, что при резке пружинит сильнее, и зазор между ножами надо увеличивать. Как-то зимой потеряли таким образом 300 метров — заготовка просто уходила в сторону.
Ещё момент с покрытиями: полимерное напыление кажется простым, но если наносить его сразу после формовки, адгезия падает на 30%. Нужно выдерживать сутки для снятия напряжений — эту цифру мы вывели опытным путём после трёх неудачных отгрузок.
Кстати, про АО Хэбэй Вэйцзя Металлические Сетки — их технологи как-то делились наблюдением: при скорости волочения выше 5 м/с сталь перегревается, и потом лезвие проволоки теряет твёрдость после термообработки. Проверили — действительно, сейчас держим 3,5-4 м/с даже на тонких диаметрах.
В учебниках пишут, что калибровка ножей нужна каждые 10 тонн. На деле же всё зависит от профиля: для ромбовидного лезвия износ идёт в 1,5 раза быстрее, чем для трапециевидного. Особенно если используется оцинкованная проволока — цинк работает как абразив.
Однажды пробовали ставить алмазные напыления — да, ресурс вырос, но стоимость одного ножа сравнялась с полугодовым запасом обычных. Для серийного производства невыгодно, разве что для спецзаказов с титановыми сплавами.
Запомнился случай с военными: требовали, чтобы лезвие проволоки выдерживало ровно 847 циклов перегиба. Пришлось разрабатывать отдельный режим отпуска — обычная закалка в масле не давала такой стабильности. Сделали через нормализацию в соляной ванне, но себестоимость взлетела втрое.
Раньше лезвие проверяли на разрыв в трёх точках, сейчас — минимум в семи. И не потому что технологии шагнули вперёд, а потому что стали учитывать анизотропию металла после волочения. На weijia.ru внедрили автоматизированную систему контроля ещё в 2019-м, но я до сих пор доверяю ручным замерам — машина не чувствует микровибраций.
Из заметного: появились комбинированные профили, где одна кромка острая, а вторая — закруглённая. Для ограждений детских учреждений, например. Технология сложная — нужно перестраивать клеть в процессе прокатки, зато брак почти нулевой.
И да, экология всё меняет: раньше отработанное масло с волочильных машин сливали в общий коллектор, сейчас каждая капля учитывается. На нашем производстве поставили систему регенерации — дорого, но дешевле штрафов. Кстати, это тоже влияет на качество лезвие проволоки: чистое масло = меньше нагара на ножах.