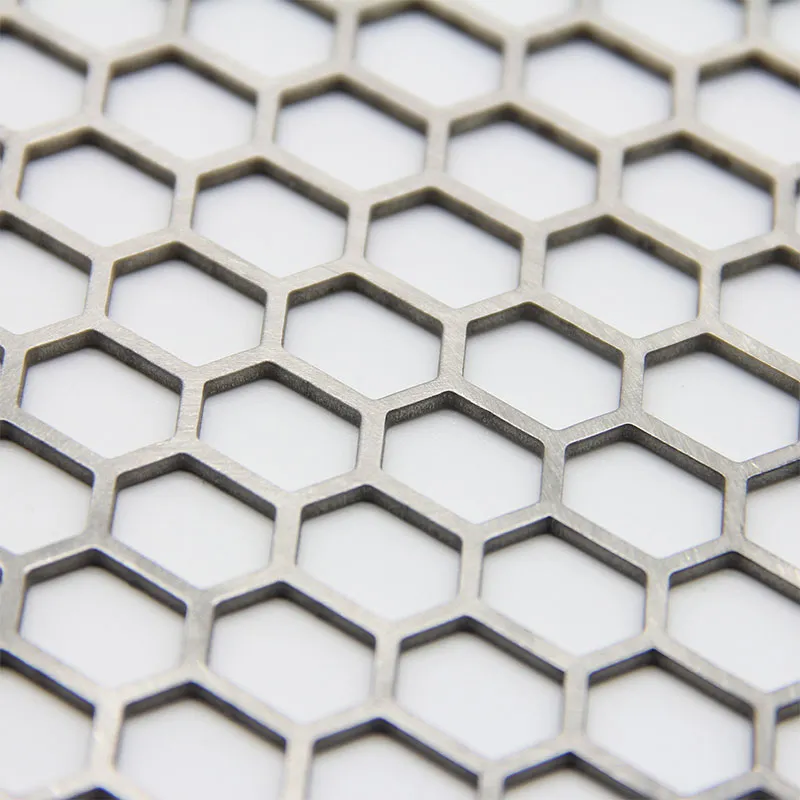
Когда слышишь про декоративные перфорированные панели из листового металла, многие сразу представляют себе стандартные решётки для вентиляции, но это лишь верхушка айсберга. В нашей работе с АО Хэбэй Вэйцзя Металлические Сетки мы часто сталкиваемся с тем, что клиенты недооценивают сложность подбора шага перфорации или влияния толщины металла на акустические свойства. Лично я лет пять назад тоже думал, что это просто листы с дырками, пока не пришлось переделывать партию для торгового центра из-за неправильного расчёта нагрузок.
Начну с того, что многие упускают из виду зависимость между типом станка ЧПУ и геометрией отверстий. Мы в АО Хэбэй Вэйцзя Металлические Сетки используем лазерную резку для сложных орнаментов, но для серийных заказов – классический штамповочный пресс. Важно: при толщине металла от 1,2 мм края отверстий получаются с заусенцами, если не настроить зазор пуансона. Как-то раз пришлось списыть 30 панелей из-за этого – заказчик жаловался на травмоопасность.
Оцинкованная сталь с полимерным покрытием – наш базовый вариант, но для фасадов в приморских регионах добавляем алюминиевый подслой. Помню проект в Сочи, где стандартные панели за год покрылись коррозией – пришлось разрабатывать кастомное решение с двойной пассивацией. Кстати, детали поставляли именно с нашего завода в уезде Аньпин, где как раз есть линия для таких спецзаказов.
По опыту скажу: перфорация с шагом менее 8 мм требует особого контроля отжига. Без этого лист ведёт волной, особенно при размерах свыше 2х3 метра. Один раз даже пришлось арендовать гидравлический правильный станок у соседнего цеха – свои мощности не справлялись с деформацией нержавейки 304-й марки.
Коэффициент перфорации – вот где большинство проектировщиков ошибается. Видел десятки случаев, когда берут шаблонные 30% открытой площади без учёта ветровых нагрузок. Для многоэтажек в Московской области мы теперь всегда делаем тестовые расчёты в SolidWorks, особенно если речь о панелях с асимметричным рисунком.
Звукопоглощение – отдельная история. Как-то разрабатывали перфорацию для кинотеатра, пришлось комбинировать отверстия разного диаметра: 3 мм для высоких частот и 12 мм для низких. Но тут важно не переборщить с плотностью – при превышении 45% перфорации панель теряет жёсткость. Подробности этой технологии есть на https://www.weijia.ru в разделе про акустические решения.
Тепловое расширение – бич крупноформатных панелей. В прошлом году был курьёзный случай: смонтировали фасад зимой при -15°C, а летом панели ?поплыли? с деформацией до 20 мм. Теперь всегда учитываем климатический коэффициент для каждого региона. Кстати, для Сибири рекомендуем перфорацию с запасом по монтажным зазорам минимум 8 мм.
Системы крепления – это целая наука. Для реечных фасадов мы используем скрытые клипсы, но если перфорация покрывает более 60% площади – нужны дополнительные точки фиксации. Как-то в Казани пришлось экстренно усиливать крепление после первого же шторма – ветер буквально вырвал три панели из-за эффекта паруса.
Интересный проект был для бизнес-центра в Санкт-Петербурге: комбинировали перфорацию с подсветкой. Сделали два контура LED-лент за панелями с разной плотностью отверстий – получился эффект мерцания. Но пришлось повозиться с теплоотводом – светодиоды нагревали металл, вызывая термическое напряжение.
Для интерьерных решений часто используем панели с художественной перфорацией – например, имитацию кружева. Технология сложная: сначала лазерная резка контура, затем доводка фрезером. Помню, для одного бутика в ГУМе делали партию с вензелями – брак составил почти 40% из-за сложности рисунка. Зато теперь этот опыт используем для премиальных заказов.
Нержавеющая сталь AISI 316 – наш фаворит для влажных помещений, но её сложнее перфорировать из-за вязкости. Приходится увеличивать усилие штампа на 15-20% compared с обычной сталью. Как-то даже лопнул пуансон ценой в 120 тысяч рублей – пришлось срочно заказывать новый из Германии.
Алюминиевые сплавы серии 5000 – хороши для криволинейных поверхностей. Делали как-то колонны с перфорацией в аэропорту Домодедово – гнули листы на специальных валках с ЧПУ. Но здесь важна точность расчёта: если радиус изгиба меньше 150 мм, перфорация может деформироваться неравномерно.
Медь и латунь – экзотика, но бывают запросы. Для одного частного музея делали панели из патинированной меди – со временем они приобрели благородный зеленоватый оттенок. Но пришлось разрабатывать индивидуальную программу перфорации – мягкий металл склонен к налипанию на инструмент.
Себестоимость сильно зависит не столько от металла, сколько от процента отходов. При сложной перфорации иногда до 40% материала идёт в стружку. Мы в АО Хэбэй Вэйцзя Металлические Сетки научились пускать эти обрезки на более мелкие изделия – например, декоративные розетки.
Логистика – отдельная головная боль. Панели свыше 3 метров приходится перевозить в специальных контейнерах с сотовыми наполнителями. Как-то отгрузили партию во Владивосток – из-за вибрации в пути появились микротрещины в местах концентрации напряжений. Теперь упаковываем в пенопластовые кассеты с гелевыми амортизаторами.
Сроки производства часто зависят от сложности перфорации. Простой геометрический рисунок делаем за 3-4 дня, а вот индивидуальный дизайн – до трёх недель с учётом пробных оттисков. Для срочных заказов держим на складе заготовки с универсальными паттернами – помогает, когда клиенту нужно ?ещё вчера?.
В итоге скажу: декоративные перфорированные панели – это не просто дырявый металл, а сложный продукт на стыке инженерии и дизайна. Каждый проект заставляет учитывать десятки параметров – от климатических условий до особенностей монтажа. И да, наш сайт https://www.weijia.ru – не просто визитка, там реально есть технические базы данных по всем этим случаям, собранные за 15 лет работы.